


بازدید: 0 نویسنده: ویرایشگر سایت زمان انتشار: 30-07-2025 منبع: سایت













دستگاه حفاری سوراخ عمیق از فناوری جدید برای ایجاد سوراخ های طولانی و دقیق در قطعات فلزی استفاده می کند. حفاری سوراخ عمیق برای صنایعی که به سوراخ هایی بسیار طولانی تر از عرض آنها نیاز دارند، مهم است. شرکتهای خودروسازی از ماشینهای حفاری عمیق برای ساخت بلوکها و شفتهای موتور استفاده میکنند. سازندگان دستگاه های پزشکی از سوراخ های عمیق برای ساخت ایمپلنت ها و ابزار جراحی استفاده می کنند. شرکت های هوافضا و نفت و گاز نیز از این ماشین ها استفاده می کنند. Gundrilling و bta راه های اصلی برای انجام این کار هستند.
منطقه آسیا و اقیانوسیه بهترین بازار برای ماشین های حفاری عمیق است و چین به رشد این بازار کمک می کند.
| بخش صنعتی | مثال کاربرد |
|---|---|
| خودرو | بلوک موتور، شفت |
| پزشکی | ایمپلنت، ابزار جراحی |
| هوافضا | اجزای دقیق |
| نفت و گاز | تجهیزات حفاری |
دستگاه های حفاری سوراخ عمیق سوراخ های طولانی و دقیقی ایجاد می کنند. تمرین های معمولی نمی توانند این کار را انجام دهند. این ماشین ها از ابزارهای خاصی استفاده می کنند. آنها همچنین از خنک کننده فشار بالا استفاده می کنند. مایع خنک کننده مته ها را خنک نگه می دارد. همچنین به دور شدن چیپس ها کمک می کند.
Gundrilling برای سوراخ های کوچک و دقیق بهترین است. حفاری BTA برای سوراخ های بزرگ و عمیق سریعتر است. روش مناسب به اندازه سوراخ و مواد بستگی دارد.
سیستم های خنک کننده و حذف تراشه بسیار مهم هستند. آنها از شکستن ابزار جلوگیری می کنند. آنها همچنین سوراخ ها را صاف نگه می دارند. کارگران باید جریان مایع خنک کننده را تماشا کنند. آنها همچنین باید سایش ابزار را اغلب بررسی کنند.
ماشینهای حفاری عمیق مدرن از کنترلهای هوشمند استفاده میکنند. آنها همچنین از اتوماسیون استفاده می کنند. این کمک می کند تا کار دقیق تر و سریع تر شود. همچنین کار را ایمن تر می کند. بسیاری از صنایع از این ماشین ها استفاده می کنند. برخی از آنها هوافضا، خودروسازی و نفت و گاز هستند.
دنبال کردن مراحل راه اندازی درست مهم است. این شامل ایجاد سوراخ های خلبانی است. همچنین به معنای استفاده از مته و خنک کننده مناسب است. انجام این کار کیفیت سوراخ بهتری می دهد. همچنین به دوام ابزارها کمک می کند.
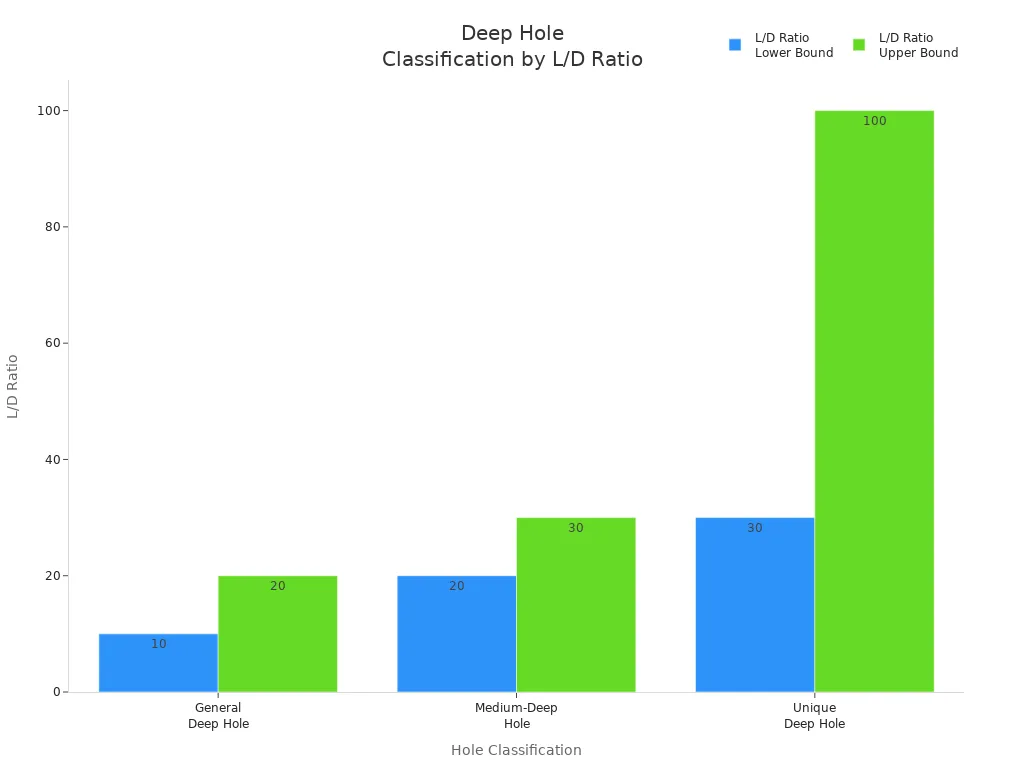
حفاری سوراخ عمیق سوراخ ها را بسیار عمیق تر از عرض آنها می کند. در کارخانهها، یک سوراخ «عمیق» است اگر بیش از ده برابر عمق آن بیشتر باشد. این نسبت طول به قطر (L/D) نامیده می شود. وقتی نسبت L/D بالا می رود، حفاری سخت تر می شود. برخی از روش های حفاری سوراخ عمیق عبارتند از: حفاری سوراخ عمیق تک لبه، حفاری روستایی و حفاری BTA. این روش ها به کارگران کمک می کند تا سوراخ های مستقیم و دقیقی در فلز ایجاد کنند.
| طبقه بندی | محدوده نسبت L/D | شرح / روش ماشینکاری |
|---|---|---|
| حفره عمیق عمومی | 10 - 20 | معمولاً روی ماشینهای حفاری یا ماشینهای تراش با متههای چرخشی بلند ساخته میشود. |
| سوراخ متوسط-عمیق | 20 - 30 | اغلب بر روی ماشین تراش ساخته می شود. |
| سوراخ عمیق منحصر به فرد | 30 - 100 | به ماشین آلات حفاری سوراخ عمیق یا ابزار مخصوص با مته های عمیق نیاز دارد. |
الف دستگاه حفاری سوراخ عمیق از فناوری جدید برای کار با نسبت های L/D بالا استفاده می کند. این فرآیند برای ساخت بلوک های موتور، ایمپلنت های پزشکی و قطعات هواپیما استفاده می شود. دستگاه های گوندریل و حفاری سوراخ عمیق تک لبه برای این کارها رایج است.
دستگاه های حفاری عمیق با دستگاه های حفاری معمولی متفاوت هستند زیرا دارای ویژگی های خاصی هستند. آنها از خنک کننده فشار بالا برای خنک نگه داشتن مته و دور کردن تراشه ها استفاده می کنند. بسیاری از ماشینها از ابزارهای حفاری عمیق تک لبه با پدهای راهنما استفاده میکنند. پدهای راهنما به ابزار کمک می کنند صاف بماند و دیواره سوراخ صاف شود.
دستگاه های حفاری سوراخ عمیق می توانند با نسبت L/D تا 100 یا بیشتر کار کنند.
کنترلهای CNC به متهکاری با دقت و اتوماسیون کمک میکنند.
دوک های مخصوص و سیستم های تغذیه مته را با دقت حرکت می دهند.
سیستم های روغن فشار بالا مته را خنک و تمیز نگه می دارند.
سیستم های کنترل هوشمند سرعت، تغذیه و جریان خنک کننده را در صورت نیاز تغییر می دهند.
برخی از ماشین ها از سیستم لوله دوتایی برای جریان بهتر مایع خنک کننده استفاده می کنند.
بررسی شکستگی ابزار و روش های بسیاری برای نگه داشتن قطعه کار، کارها را ایمن تر و سریع تر می کند.
ماشینهای حفاری عمیق جدید دارای کنترلهای هوشمندتر، مواد ابزار قویتر و اتوماسیون بیشتری هستند. این بهروزرسانیها به کارگران کمک میکند عمیقتر، سریعتر و دقیقتر تمرین کنند.
ماشین آلات گوندریل و حفاری سوراخ عمیق تک لبه دقت بالا و سوراخ های صاف را ایجاد می کند. دستگاه های حفاری سوراخ عمیق می توانند سوراخ های بزرگ و سوراخ های بسیار طولانی ایجاد کنند. این باعث می شود آنها برای بسیاری از مشاغل مهم باشند. حفاری سوراخ عمیق بهتر می شود، بنابراین نتایج و سرعت بهبود می یابد.

دوک و سر مته قطعات اصلی هستند ماشین آلات حفاری سوراخ عمیق . طراحی آنها بر صاف و صاف بودن سوراخ ها تأثیر می گذارد. بسیاری از ماشینها دارای سر استوک هستند که میتواند به روشهای مختلف کج و بچرخد. این به کارگران کمک می کند تا در زوایای زیادی سوراخ کنند و به نقاط بیشتری برسند. این ویژگی ها حفاری را دقیق تر می کند و در زمان تغییر شغل باعث صرفه جویی در زمان می شود.
گیربکس های دنده ای و دوک های 50 مخروطی به حفاری قوی مانند حفاری روستایی و حفاری BTA کمک می کنند.
گلولههای سروو رانده ابزار را با نیروی ثابت و بدون شل شدن فشار میدهند. این کمک می کند تا ابزار بیشتر دوام بیاورد و کف سوراخ را صاف تر کند.
قطعات با دقت بالا مانند مقیاس های شیشه ای، پیش تنظیم لیزری و کاوشگر قطعه کار به دقت سوراخ ها کمک می کند.
این طرح تحملها را محکم نگه میدارد، به کارگران کمک میکند کارهای بیشتری انجام دهند و اطمینان حاصل میکند که سوراخها هر بار خوب هستند.
ابزارهای حفاری سوراخ عمیق برای بهترین نتیجه باید روی دوک و سر مته قرار بگیرند. حفاری سوراخ عمیق اجکتور نیز به این قطعات نیاز دارد تا به خوبی کار کند و ثابت بماند.
سیستم های خنک کننده و براده برداری در ماشین های حفاری عمیق بسیار مهم هستند. سیستمهای خنککننده مرکزی، مایع خنککننده فشار بالا را مستقیماً به نوک ابزار میفرستند. این به شستن تراشه ها، خنک شدن ابزار و عمر طولانی تر ابزار کمک می کند.
آزمایشها نشان میدهد که ماشینهای CNC با سیستم خنککننده داخلی و خارجی، تراشهها را بهتر از بین میبرند و حرارت را کمتر میکنند. حفاری ارتعاشی با فرکانس پایین با مایع خنک کننده، برش را آسان تر می کند، ابزارها دوام بیشتری دارند و سوراخ ها بهتر به نظر می رسند.
تغییر شکل مته، مانند نقطه و زاویه مارپیچ، به بیرون آمدن تراشه ها کمک می کند.
خنک کننده با فشار بالا از طریق اسپیندل، تراشه ها را بیرون می راند و مالش را کاهش می دهد.
تغییر نرخ خوراک، حذف تراشه ها را آسان تر می کند.
ثابت نگه داشتن دما و هوا به عملکرد درست تراشه ها و مایع خنک کننده کمک می کند.
این سیستم ها از گیر کردن تراشه ها و شکستن ابزار جلوگیری می کنند. آنها سوراخ ها را بهتر می کنند و به کارگران اجازه می دهند بدون توقف عمیق تر سوراخ کنند. ابزارهای حفاری سوراخ عمیق و حفاری سوراخ عمیق اجکتوری هر دو با این سیستم ها بهتر عمل می کنند.
سیستمهای کنترل مدرن به ماشینهای حفاری سوراخ عمیق کمک میکنند تا دقیقتر و به تنهایی کار کنند. تعویض خودکار ابزار در زمان صرفه جویی می کند و به کارگران کمک می کند کارهای بیشتری انجام دهند. حسگرهای اینترنت اشیا نحوه عملکرد دستگاه را تماشا می کنند و قبل از بزرگ شدن مشکلات به رفع آنها کمک می کنند. رباتها و هوش مصنوعی به ماشینها کمک میکنند با کمک کمتر مردم کار کنند و حفاری را دقیقتر کنند.
سیستم های CNC حفاری را با دقت بالایی کنترل می کنند. آنها به کارگران اجازه می دهند بارها و بارها اشکال و اعماق زیادی را سوراخ کنند.
این سیستمها اطمینان حاصل میکنند که همه قطعات یکسان هستند، که در هنگام ساخت قطعات بسیار مهم است.
کنترلهای پیشرفته به مدیریت حفاری، رفع مشکلاتی مانند خم شدن ابزار و خنک نگه داشتن چیزها کمک میکنند.
ابزارهای حفاری سوراخ عمیق با این کنترل های هوشمند بهترین کار را دارند. حفاری سوراخ عمیق اجکتور نیز نتایج بهتری از این سیستم های کنترل مدرن می گیرد.
آماده شدن برای حفاری سوراخ عمیق اقدامات دقیقی انجام می دهد. کارگران باید مته مناسب را برای کار انتخاب کنند. مته های تفنگی برای سوراخ های کوچک و دقیق مناسب هستند. مته های RC برای سوراخ های بزرگتر استفاده می شوند. اولین مرحله ایجاد یک سوراخ پایلوت است. این سوراخ به هدایت مته اصلی کمک می کند و از حرکت آن به خارج از مسیر جلوگیری می کند. مته پایلوت به زاویه نوک مناسب نیاز دارد. برای فولاد، نوک 120 درجه به خوبی کار می کند. برای آلومینیوم، نوک 90 درجه بهتر است.
یک سیستم خنک کننده قوی بسیار مهم است. مایع خنک کننده باید حداقل 1000 PSI برای سوراخ های عمیق باشد. نازل ها باید نزدیک به لبه برش، حدود 5 میلی متر دورتر باشند. کارگران سرعت و نرخ تغذیه را برای هر ماده تغییر می دهند. این به کاهش گرما و استرس ابزار کمک می کند. سیستم های حذف تراشه باید راه اندازی شوند. مته های RC از لوله های مهر و موم شده برای کمک به تراشه ها استفاده می کنند. مته های تفنگی با خنک کننده فیلتر شده بهترین کار را دارند.
بوش های هدایت شونده و سوراخ های پیلوت مته را صاف نگه می دارند. کارگران گشتاور و فشار مایع خنک کننده را تماشا می کنند. این بررسی ها به یافتن زودهنگام سایش یا شکستگی ابزار کمک می کند. برخی از تنظیمات از حفاری اولتراسونیک یا تغذیه خودکار برای سوراخ های بسیار عمیق استفاده می کنند. بررسی ابزار و مایع خنک کننده اغلب فرآیند حفاری را ثابت نگه می دارد.
| دسته بندی پارامتر | پارامترهای تنظیم کلیدی | تأثیر بر موفقیت حفاری سوراخ عمیق |
|---|---|---|
| پارامترهای ماشینکاری | نرخ تغذیه، سرعت برش، قطر مته | کیفیت سوراخ، کارایی و عمر ابزار را تضمین می کند |
| سیستم خنک کننده | خنک کننده فشار بالا، کنترل دقیق جریان | خنک کننده و براده برداری موثر |
| طراحی ابزار | مته های تفنگی، کانال های خنک کننده داخلی | انحراف را کاهش می دهد، پرداخت و دقت را بهبود می بخشد |
| راه اندازی ماشین | سختی، قابلیت تخلیه تراشه | ثبات و دقت را حفظ می کند |
| کنترل های اضافی | فیلتراسیون، کنترل دما، موقعیت نازل | از سایش و گرمای بیش از حد جلوگیری می کند |
| راهنمای سوراخ | سوراخ های خلبان، بوش های هدایت شونده | انحراف را کاهش می دهد، دقت را بهبود می بخشد |
| تکنیک های پیشرفته | تغذیه خودکار، حفاری به کمک اولتراسونیک | عمر و کارایی ابزار را افزایش می دهد |
نکته: همیشه قبل از حفاری فیلترهای مایع خنک کننده و دما را بررسی کنید. مایع تمیز و خنک کار را ایمن و دقیق نگه می دارد.
حفاری سوراخ عمیق مجموعه ای از مراحل را دنبال می کند. هر مرحله کمک می کند تا مطمئن شوید که سوراخ عمیق و مستقیم است.
کارگران روش حفاری را انتخاب می کنند. آنها حفاری با تفنگ یا حفاری BTA را برای این کار انتخاب می کنند.
دستگاه را آماده می کنند. دستگاه باید ثابت باشد و برای حفاری مستقیم تنظیم شود.
ابزارهای ویژه مایع خنک کننده با فشار بالا را به منطقه برش می فرستند.
در مرحله اول از یک مته پایلوت استفاده می شود. این یک مسیر برای مته اصلی ایجاد می کند و به دقت کمک می کند.
کارگران به مته اصلی یا مته مخلوط می روند. این ابزار سوراخ را به اندازه و صافی مناسب می کند.
مایع خنک کننده با فشار بالا به محل برش می رود. این کار چیزها را خنک نگه می دارد و کمک می کند تا تراشه ها خارج شوند.
تراشه ها از داخل یا کنار ابزار بیرون می آیند. این کار باعث جلوگیری از گرفتگی و تمیز نگه داشتن سوراخ می شود.
کارگران سرعت، تغذیه و جریان خنک کننده را تماشا می کنند. آنها اینها را تغییر می دهند تا عمق سوراخ، صافی و پایان مناسب را بدست آورند.
حفاری زمانی به پایان می رسد که سوراخ به اندازه کافی عمیق باشد و خوب به نظر برسد.
در حین حفاری، کارگران سایش ابزار و جریان مایع خنک کننده را بررسی می کنند. آنها تغییراتی ایجاد می کنند تا حفاری را به خوبی ادامه دهند.
براده برداری و خنک سازی در حفاری سوراخ عمیق بسیار مهم است. تراشهها میتوانند سوراخ را مسدود کرده و در صورت عدم استفاده صحیح، ابزار را بشکنند. کارگران از داخل سیستم های خنک کننده برای ارسال مایع خنک کننده به انتهای سوراخ استفاده می کنند. خنک کننده تراشه ها را به سمت بالا هل می دهد و لبه برش را خنک می کند.
فشار و جریان خنک کننده باید متناسب با اندازه و عمق سوراخ باشد. سوراخ های کوچک ممکن است تنها به 2 گالن در دقیقه نیاز داشته باشند. سوراخ های بزرگ می توانند بیش از 350 گالن در دقیقه نیاز داشته باشند. فیلترهای خوب مایع خنک کننده را تمیز نگه می دارند. فیلترهای بین 20 تا 50 میکرون قطعات ریز را می گیرند. چیلرها برای محافظت از پمپ ها و ابزار، مایع خنک کننده را در دمای مناسب نگه می دارند.
کارگران از حسگرها برای مشاهده فشار و جریان خنک کننده استفاده می کنند. این حسگرها می توانند سایش یا شکستگی ابزار را پیدا کنند. اگر مشکلی پیش بیاید، سیستم می تواند برای جلوگیری از آسیب، حفاری را متوقف کند. برخی از ماشین ها از کنترل های مخصوص خنک کننده استفاده می کنند. این کنترل ها فشار و جریان را در صورت نیاز برای بهترین نتیجه تغییر می دهند.
شکل مته نیز به برداشتن تراشه کمک می کند. مته های تک حاشیه فضای بیشتری برای تراشه ها در مواد با تراشه بلند می دهد. متههای دو حاشیه سوراخها را صافتر میکنند اما فضای کمتری برای تراشهها فراهم میکنند. حاشیه دوم شناور به تعادل دقت و حذف تراشه کمک می کند.
توجه: براده برداری و خنک کننده خوب حفاری سوراخ عمیق را ایمن و سریع نگه می دارد. همیشه قبل از شروع کار جدید، جریان مایع خنک کننده و فیلترها را بررسی کنید.
Gundrilling روشی بسیار دقیق برای حفر سوراخ های عمیق است. از یک ابزار بلند و نازک با یک سوراخ برای خنک کننده و یک شیار برای تراشه استفاده می کند. دستگاه مایع خنک کننده را از مرکز ابزار عبور می دهد. مایع خنک کننده، تراشه ها را در امتداد شیار می شویید. این مته را خنک و تمیز نگه می دارد.
Gundrilling برای سوراخ های کوچکی که باید بسیار صاف و صاف باشند بهترین است. شرکتهای خودروسازی، هواپیما، و پزشکی برای بلوکهای موتور، ابزار و قطعات کوچک از سنگگردی استفاده میکنند. Gundrilling می تواند سوراخ هایی را سه تا صد برابر بیشتر از خود سوراخ ایجاد کند. این باعث می شود زمانی که به یک سوراخ مستقیم با روکش زیبا نیاز دارید، خوب باشد.
Gundrilling می تواند بسیار دقیق باشد، حدود 0.0005 اینچ در هر اینچ یا حتی اگر درست تنظیم شود بهتر است.
دستگاه های گوندریل اغلب از ابزارهای حفاری عمیق تک لبه استفاده می کنند. این ابزارها به هدایت مته و صاف نگه داشتن آن کمک می کنند. برای این کار به خنک کننده روغن با فشار بالا نیاز است. خنک کننده های دیگر نیز کار نمی کنند. کارگران معمولاً با یک سوراخ پیلوت کمی بزرگتر از مته شروع می کنند. این به هدایت ابزار کمک می کند و آن را از حرکت خارج می کند.
Gundrilling نکات مثبت زیادی دارد:
بسیار دقیق و می تواند همان کار را بارها و بارها انجام دهد
سوراخ هایی بدون لبه های زبر و داخل صاف ایجاد می کند
می تواند اشکال خاصی در سوراخ هایی ایجاد کند که تمام مسیر را طی نمی کنند
اما حفاری روستایی با موادی تا سختی 50Rc بهترین کار را دارد. چیزهای سخت تر به سرعت کمتری نیاز دارند و ابزار را سریعتر فرسوده می کنند. مته های بسیار طولانی نیاز به تکیه گاه های اضافی دارند تا شکسته نشوند. گاندریل های دو فلوت برای فلزات نرم با فشار خنک کننده بیشتر استفاده می شود.
| جنبه | جزئیات |
|---|---|
| برنامه های کاربردی معمولی | سلاح گرم، اتومبیل، هواپیما، ابزار پزشکی، قالب، هیدرولیک، پنوماتیک |
| مزایای کلیدی | بسیار دقیق، سوراخ های صاف، بدون فرز، نتایج قابل تکرار |
| یکپارچه سازی ماشین | روی ماشین های CNC، ماشین های تراش، آسیاب کار می کند. نیاز به خنک کننده فشار بالا دارد |
| محدودیت ها | فقط برای مواد نرم تر، نیاز به سوراخ های پیلوت، باید از خنک کننده روغن استفاده شود، برای مته های طولانی نیاز به تکیه گاه دارد |
| عوامل حیات ابزار | نوع خنک کننده، فشار، سرعت، تغذیه، راه اندازی دستگاه |
| یادداشت های ابزار ویژه | دریل دو فلوت برای فلزات نرم. اشکال خاص برای مشاغل خاص |
| شرایط نامناسب | هنگامی که سرعت مهمتر از دقت است از مته های پیچشی استفاده کنید |
زمانی که به یک سوراخ صاف و صاف نیاز دارید، گوندریل بهتر از حفاری پیچشی است. اگر به سوراخ های کامل نیاز ندارید، مته های پیچشی سریعتر هستند.
BTA یا حفاری انجمن Boring and Trepanning راه دیگری برای حفاری سوراخ های عمیق است. ماشین های BTA از یک لوله توخالی با سر کاتر استفاده می کنند که روی آن پیچ می شود. مایع خنک کننده در خارج از لوله جریان دارد. تراشه ها از وسط لوله حرکت می کنند. این به حذف تراشه ها و خنک شدن ابزار کمک می کند، به خصوص برای سوراخ های بزرگ.
حفاری BTA برای سوراخ هایی با عرض 20 میلی متر تا 200 میلی متر بهترین است. به ماشین های خاصی نیاز دارد که بتواند هم ابزار و هم قطعه را در جهات مختلف بچرخاند. این باعث می شود حفاری ثابت و دقیق تر شود.
حفاری BTA سریعتر است و می تواند سریعتر از حفاری در روستا برای سوراخ های بزرگ و عمیق تغذیه شود.
BTA از سیستم تک لوله ای استفاده می کند. مایع خنک کننده دور لوله می رود و تراشه ها از مرکز خارج می شوند. این از لرزش ابزار جلوگیری می کند و به آن کمک می کند حتی در فلزات سخت قوی بماند. BTA سوراخ های صاف و مستقیم ایجاد می کند و برای ساخت بسیاری از قطعات خوب است.
حفاری BTA در نفت و گاز، ماشین های بزرگ و هواپیما استفاده می شود. این مشاغل به سوراخ های بزرگ و عمیق در فلزات سخت نیاز دارند. ماشین های BTA عمر طولانی تری دارند و می توانند با انواع مختلفی از مواد کار کنند.
| حفاری Aspect | Gun Drilling | BTA |
|---|---|---|
| ابزار سازی | ابزار بلند و نازک با یک سوراخ مایع خنک کننده و یک شیار برای تراشه ها | لوله توخالی با سر کاتر که پیچ می شود |
| جریان خنک کننده | مایع خنک کننده از مرکز ابزار عبور می کند | مایع خنک کننده در خارج از لوله جریان دارد |
| تخلیه تراشه | تراشه ها در امتداد شیار در خارج حرکت می کنند | تراشه ها در مرکز لوله حرکت می کنند |
| قطر سوراخ معمولی | سوراخ های کوچک، می توانید از دستگاه های خاص یا برخی از دستگاه های CNC استفاده کنید | سوراخ های بزرگ (20-200 میلی متر)، به ابزار و ماشین آلات خاصی نیاز دارد |
| الزامات ماشین | می تواند از ماشین تراش یا ماشین های مخصوص استفاده کند. ممکن است ابزار یا قسمتی را بچرخاند | به ماشین آلات خاصی نیاز دارد که هم ابزار و هم قطعه را بچرخاند |
| نسبت عمق به قطر | می تواند سوراخ های بسیار عمیق تا 400:1 ایجاد کند | برای سوراخ های بزرگتر با حفاری سریع استفاده می شود |
حفاری BTA برای سوراخ های بزرگ و عمیق سریعتر و بهتر است. Gundrilling برای سوراخ های کوچک و دقیق بهترین است اما برای کارهای بزرگ کندتر است. هر دو روش از ماشین هایی استفاده می کنند که می توانند ابزار و قسمت را برای سوراخ های بهتر بچرخانند.
راه های دیگری برای حفاری چاله های عمیق به غیر از کاندریلینگ و BTA وجود دارد. اجکتور حفاری سوراخ عمیق از دو لوله استفاده می کند. مایع خنک کننده بین لوله ها می رود و تراشه ها از طریق لوله داخلی حرکت می کنند. این کار برای سوراخ های با اندازه متوسط خوب است و تراشه ها را به خوبی حذف می کند.
حفاری سوراخ عمیق تک لبه نیز رایج است. از ابزاری با یک لبه برش و لنت های راهنما استفاده می کند. به این ترتیب دقت بالا و پرداخت صافی مانند سنگزنی در روستا میدهد. سازندگان خودرو و هواپیما از سوراخ های عمیق تک لبه زیاد استفاده می کنند.
برخی از روشهای ویژه حفاری سوراخ عمیق عبارتند از: حفاری چرخشی الماس، حفاری ضربهای، حفاری جت و حفاری مته. هر راه نقاط خوبی دارد و برای مشاغل خاص استفاده می شود:
| روش | مزایا | معایب | سناریوهای ترجیحی / برنامه های کاربردی |
|---|---|---|---|
| حفاری روتاری الماس | ماندگاری طولانی دارد، برای هارد راک خوب است | هزینه بیشتری دارد، به ابزار خاصی نیاز دارد | مشاغل سخت راک |
| حفاری چرخشی جهت دار | می تواند در زاویه سوراخ کند | سخت است، به کارگران ماهر نیاز دارد | حفاری چاه در مکان های دشوار |
| حفاری کوبه ای | سریع، ارزان برای سوراخ های کم عمق | عمیق نیست، پر سر و صدا، زیاد می لرزد | حفره های کم عمق، یافتن مواد معدنی |
| حفاری جت | برای زمین نرم خوب است، بسیار دقیق | صدای بلند، نامرتب، فقط برای زمین نرم | ساخت و ساز، بررسی محیط |
| مته سوراخ کن | ملایم، برای کثیفی های کم عمق خوب است | نه عمیق، نه برای زمین سخت | آزمایش خاک، کارهای حفاری کوچک |
روش های دیگری مانند حفاری افزایشی حفره، هسته حلقه و حفاری سوراخ عمیق (DHD) برای بررسی تنش در فلزات استفاده می شود. حفاری سوراخ عمیق برای صفحات و آستین های فلزی ضخیم در مواقعی که نیاز به عمق وجود دارد بهترین است. راه حل هسته حلقه برای قطعات ضخیم یا زمانی که می خواهید استرس را در یک منطقه بزرگ ببینید خوب است. برای قطعات نازک، حفاری سوراخ و هسته حلقه آسان تر و حساس تر است.
حفاری سوراخ عمیق اجکتوری و حفاری سوراخ عمیق تک لبه هر دو در کارخانجات امروزی مهم هستند. کارگران بهترین راه را بر اساس اندازه سوراخ، مواد و میزان دقیق بودن سوراخ انتخاب می کنند.
نکته: همیشه روش حفاری سوراخ عمیق را انتخاب کنید که بهترین کار را برای نتایج خوب داشته باشد.
ماشین های حفاری سوراخ عمیق در این زمینه بسیار مهم هستند بسیاری از صنایع . این ماشین ها سوراخ هایی ایجاد می کنند که مته های معمولی نمی توانند. آنها زمانی استفاده می شوند که سوراخ باید بسیار عمیق تر از عرض آن باشد. دستگاه های حفاری عمیق در هوافضا، خودرو، نفت و گاز و غیره استفاده می شود.
شرکت های هوافضا از این ماشین ها برای ایجاد سوراخ در قطعات هواپیما استفاده می کنند. آنها سوراخ هایی را برای ساختار، اتصالات، موتورها و سیستم های هیدرولیک سوراخ می کنند. این ماشین ها همچنین سوراخ های تزریق سوخت و سوراخ های راهنمای ایجاد می کنند. قطعات معمول هوافضا شفت روتور، پیستون، نازل، توربین و ارابه فرود هستند. سوراخ کردن عمیق به این قطعات کمک می کند صاف و دقیق بمانند. کنترلهای CNC و اتوماسیون کمک میکنند تا اطمینان حاصل شود که سوراخها برای ایمنی مناسب هستند.
دستگاه های حفاری سوراخ عمیق می توانند سوراخ هایی را تا 100 برابر عمیق تر از عرض ایجاد کنند.
کارخانه های هوافضا از حفاری روستایی، حفاری BTA و سایر روش های خاص استفاده می کنند.
این ماشین ها هم در مغازه های کوچک و هم در کارخانه های بزرگ کار می کنند.
کارخانههای خودروسازی از ماشینهای حفاری عمیق برای میل لنگ، انژکتورهای سوخت و شفتهای انتقال استفاده میکنند. این ماشین ها از دقیق بودن سوراخ ها برای قطعات قوی و کارآمد اطمینان می دهند. خودروسازان به ماشین هایی نیاز دارند که با بسیاری از فلزات و اشکال کار کنند. ابزارهای ویژه، مانند گرده های روستایی قابل نمایش با پدهای راهنما، به صاف و صاف کردن سوراخ ها کمک می کنند.
| Aspect | Aerospace | Automotive |
|---|---|---|
| دقت | دقت فوق العاده | دقت بالا |
| قطعات کلیدی | ارابه فرود، کانال موتور | سیستم های سوخت، انتقال |
| محدوده مواد | آلیاژهای هوافضا | بسیاری از فلزات و آلیاژها |
شرکتهای نفت و گاز از دستگاههای حفاری عمیق برای یقههای مته، یقههای بالابر، بستهکنندهها، کانکتورها و قطعات شیر استفاده میکنند. این ماشین ها با فولادهای سخت و سوپرآلیاژ کار می کنند. ابزارهای BTA سوراخ های بزرگ ایجاد می کنند، در حالی که مته های تفنگ سوراخ های کوچک و دقیق ایجاد می کنند. ماشینها اغلب از سیستمهای تغذیه خودکار و خنککننده قوی برای نتایج بهتر استفاده میکنند.
| کامپوننت | نیازهای فنی | استفاده معمولی |
|---|---|---|
| یقه مته | سوراخ های عمیق و مستقیم در مواد سخت | تجهیزات حفاری نفت |
| میله / هسته سوپاپ | ماشینکاری سوراخ ریز | سیستم های کنترل |
سایر صنایع نیز از دستگاه های حفاری عمیق استفاده می کنند. اینها شامل پزشکی، سلاح گرم، هیدرولیک، انرژی، دفاع و مخابرات است. این کارها به دلیل براده برداری، سوراخ های مستقیم و سایش ابزار می توانند سخت باشند. خنک کننده فشار بالا و ابزارهای ویژه به رفع این مشکلات کمک می کند. ماشینهای حفاری سوراخ عمیق CNC دقت و انعطافپذیری مورد نیاز امروز را میدهند.
انتخاب دستگاه حفاری سوراخ عمیق مناسب بسیار مهم است. دقت ماشین، نوع ابزار، جریان مایع خنککننده و راهاندازی همه چیز مهم است. هر صنعتی باید بهترین ماشین و روش را برای نتایج خوب انتخاب کند.
حفاری سوراخ عمیق چیزهای خوبی به صنعت امروز می دهد. شرکت ها زمانی از آن استفاده می کنند که به سوراخ هایی بسیار عمیق تر از عرض آنها نیاز دارند. این راه به دلیل دقیق و قوی بودن معروف است.
حفاری سوراخ عمیق سوراخ های مستقیم و عمیق با محدودیت های محکم ایجاد می کند. حفاری منظم همیشه نمی تواند برای حفره های طولانی این اندازه باشد.
این ماشین ها برای سوراخ های عمیق و نازک سریعتر کار می کنند. آنها فلز را به خوبی جدا می کنند و تراشه ها را به بیرون حرکت می دهند.
حفاری سوراخ عمیق می تواند سوراخ ها را بسیار عمیق تر از عرض آنها ایجاد کند. این نسبت عمق به قطر بالا نامیده می شود.
داخل سوراخ نسبت به حفاری معمولی صاف تر است. این برای قطعات هیدرولیک و هواپیما مهم است.
این فرآیند مواد را قوی نگه می دارد. فشار کمتری به قطعه وارد می کند که به فلزات سخت مانند تیتانیوم کمک می کند.
ماشینها میتوانند شکلهای خاص و سوراخهای پیچیده را در یک حرکت ایجاد کنند. این باعث صرفه جویی در زمان و مراحل می شود.
حفاری سوراخ عمیق در بسیاری از زمینه ها مانند ساخت لوله های تفنگ، قالب ها و میل هواپیما استفاده می شود.
| دسته بندی مزایا | شرح |
|---|---|
| دقت و دقت | حفاری سوراخ عمیق، سوراخ های عمیق و مستقیم با محدودیت های محکم ایجاد می کند. این برای قطعات هواپیما و ماشین لازم است. |
| پایان سطح بهبود یافته | نسبت به حفاری معمولی سطوح داخلی را صاف تر می کند. این برای قطعات هیدرولیک و هواپیما اهمیت دارد. |
| یکپارچگی مواد پیشرفته | فشار روی قطعه را کاهش می دهد، بنابراین مواد محکم می ماند. این برای فلزات سخت مانند تیتانیوم خوب است. |
| حذف کارآمد مواد | دستگاه ها تراشه ها را جدا می کنند و ابزار را به خوبی خنک می کنند. این به آنها امکان می دهد با توقف های کمتر، سریع تر حفاری کنند. |
| قابلیت سوراخ های عمیق | آنها می توانند سوراخ هایی بسیار عمیق تر از عرض خود سوراخ کنند. تمرین های معمولی نمی توانند این کار را انجام دهند. |
| تطبیق پذیری | حفاری سوراخ عمیق در بسیاری از مشاغل مانند لوله های تفنگ، قالب ها و میل هواپیما استفاده می شود. |
| هندسه های پیچیده | روشهای جدید به ماشینها اجازه میدهد تا در یک پاس، شکلهای حفرهای را ایجاد کنند. این بدان معناست که مراحل کمتری مورد نیاز است. |
ماشینهای حفاری عمیق مدرن از کنترلهای هوشمند استفاده میکنند. این کنترل ها به ثابت نگه داشتن حفاری کمک می کند و کار را سریع تر و دقیق تر می کند. به عنوان مثال، ابزارهای لیزری و حسگرها به هدایت مته و جلوگیری از اشتباهات کمک می کنند.
نکته: ابتدا سوراخ کردن یک سوراخ مرکزی کوچک و بعد از آن استفاده از ریمینگ میتواند سوراخ را دقیقتر و صافتر کند.
حفاری سوراخ عمیق در کارخانه ها مشکلاتی دارد. کارگران باید مراقب این موارد باشند تا ماشینها به خوبی کار کنند.
ماشینها میتوانند بشکنند، مانند پیچیدن، شکستن لولهها یا ترکیدن لولهها. لوله ها همچنین می توانند خسته و فرو بریزند.
استرس ناشی از استفاده، مانند تکرار نیرو، می تواند قطعات را در طول زمان ضعیف کند.
مشکلات شیمیایی، مانند زنگ زدگی، می تواند به تجهیزات آسیب برساند.
لوله ها ممکن است گیر کنند یا رشته های آنها شکسته شود. اینها مشکلات رایج دستگاه هستند.
استفاده از زور بیش از حد به اشتباه می تواند همه چیز را خراب کند.
زمین سخت می تواند سوراخ را ناپایدار کند و حفاری را متوقف کند.
مشکلات مربوط به سیالات، مانند از دست دادن گل حفاری، می تواند باعث ایجاد مشکل شود.
برای جلوگیری از این مشکلات، شرکت ها از سیستم های کنترل هوشمند استفاده می کنند. این سیستم ها روند را تماشا می کنند و بلافاصله هشدار می دهند. آنها به کارگران در مورد فیلترهای کثیف یا گیر کردن چیپس هشدار می دهند. تمیز کردن، بررسی و تعمیر ماشین آلات اغلب به جلوگیری از خرابی کمک می کند. کارگران باید به دنبال قطعات فرسوده باشند، از روغن مناسب استفاده کنند و سوابق خوبی داشته باشند. آموزش کارگران در مورد نحوه استفاده و مراقبت از ماشین ها نیز به جلوگیری از بسیاری از مشکلات کمک می کند.
توجه: تماشای چیزهایی مانند زور، فشار و سرعت به پیدا کردن زودهنگام مشکلات کمک می کند. این کار حفاری سوراخ عمیق را ایمن نگه می دارد و به خوبی کار می کند.
ماشین های حفاری سوراخ عمیق برای کارهایی که نیاز به سوراخ های عمیق و دقیق دارند، مهم هستند. کارگران باید در مورد انواع مختلف ماشین آلات و مراحل حفاری بدانند. ابزارهای جدید مانند اندازه گیری لیزری و چک در حین حفاری کمک زیادی می کند. این ابزارها سوراخ ها را دقیق تر می کنند و در زمان صرفه جویی می کنند. شرکتها میتوانند برای کار خود سنگریل، BTA یا راههای دیگر را انتخاب کنند.
کارشناسان می گویند برای شروع با یک سوراخ پایلوت، از مایع خنک کننده مناسب استفاده کنید و مراحل حذف تراشه را برای بهترین نتیجه دنبال کنید.
الف دستگاه حفاری سوراخ عمیق سوراخ ها را بسیار عمیق تر از عرض آنها ایجاد می کند. این ماشین ها به کارخانه ها کمک می کنند تا سوراخ های مستقیم و دقیقی در قطعات فلزی ایجاد کنند. آنها برای مواردی مانند موتور، ابزار پزشکی و قطعات هواپیما استفاده می شوند.
مایع خنک کننده از داغ شدن بیش از حد مته جلوگیری می کند. همچنین تراشه های فلزی را از سوراخ خارج می کند. این کار از شکستن ابزار جلوگیری می کند. مایع خنککننده به دستگاه کمک میکند سوراخهای صافتر و دقیقتری ایجاد کند.
دستگاه های حفاری سوراخ عمیق می توانند انواع مختلفی از فلز را سوراخ کنند. آنها با فولاد، آلومینیوم، تیتانیوم و آلیاژهای خاص کار می کنند. نوع ماشین و ابزار بستگی به سختی و ضخامت فلز دارد.
صنایع برای سوراخهای کوچک و دقیق از سنگگردی استفاده میکنند. انتخاب می کنند حفاری BTA برای سوراخ های بزرگتر و عمیق تر. هر راه سرعت، دقت و نقاط قوت حذف تراشه خاص خود را دارد.
کارگران جریان مایع خنک کننده و سایش ابزار را اغلب بررسی می کنند. آنها همچنین تنظیمات دستگاه را تماشا می کنند تا مشکلات را زودتر تشخیص دهند. حسگرها و کنترلهای هوشمند به یافتن سریع مشکلات کمک میکنند. تمیز کردن و مراقبت از دستگاه خرابی را متوقف می کند.








