


Visninger: 0 Forfatter: Nettstedredaktør Publiseringstid: 30-07-2025 Opprinnelse: nettsted













En dyphullsboremaskin bruker ny teknologi for å lage lange, nøyaktige hull i metalldeler. Dyphullsboring er viktig for industrier som trenger hull mye lengre enn de er brede. Bilselskaper bruker dyphullsboremaskiner for å bygge motorblokker og aksler. Produsenter av medisinsk utstyr bruker dype hullsboring for å lage implantater og verktøy for kirurgi. Luftfarts- og olje- og gasselskaper bruker også disse maskinene. Gundrilling og bta er de viktigste måtene å gjøre dette på.
Asia-Stillehavsområdet er toppmarkedet for dyphullsboremaskiner, og Kina hjelper dette markedet med å vokse.
| industrisektoren | Eksempel på bruk av |
|---|---|
| Automotive | Motorblokker, aksler |
| Medisinsk | Implantater, kirurgiske verktøy |
| Luftfart | Presisjonskomponenter |
| Olje og gass | Boreutstyr |
Dyphullsboremaskiner lager lange, nøyaktige hull. Vanlige øvelser kan ikke gjøre dette. Disse maskinene bruker spesialverktøy. De bruker også høytrykkskjølevæske. Kjølevæsken holder borene kjølige. Det hjelper også chips å bevege seg bort.
Gundrilling er best for små, nøyaktige hull. BTA-boring er raskere for store, dype hull. Riktig metode avhenger av hullstørrelse og materiale.
Kjølevæskesystemer og sponfjerning er svært viktig. De hindrer verktøy i å gå i stykker. De holder også hullene jevne. Arbeidere må se kjølevæskestrømmen. De må også sjekke verktøyslitasje ofte.
Moderne dyphullsboremaskiner bruker smarte kontroller. De bruker også automatisering. Dette bidrar til å gjøre arbeidet mer nøyaktig og raskt. Det gjør også arbeidet tryggere. Mange bransjer bruker disse maskinene. Noen er romfart, bilindustri og olje og gass.
Det er viktig å følge de riktige oppsettstrinnene. Dette inkluderer å lage pilothull. Det betyr også å bruke riktig drill og kjølevæske. Å gjøre dette gir bedre hullkvalitet. Det hjelper også verktøyene vare lenger.
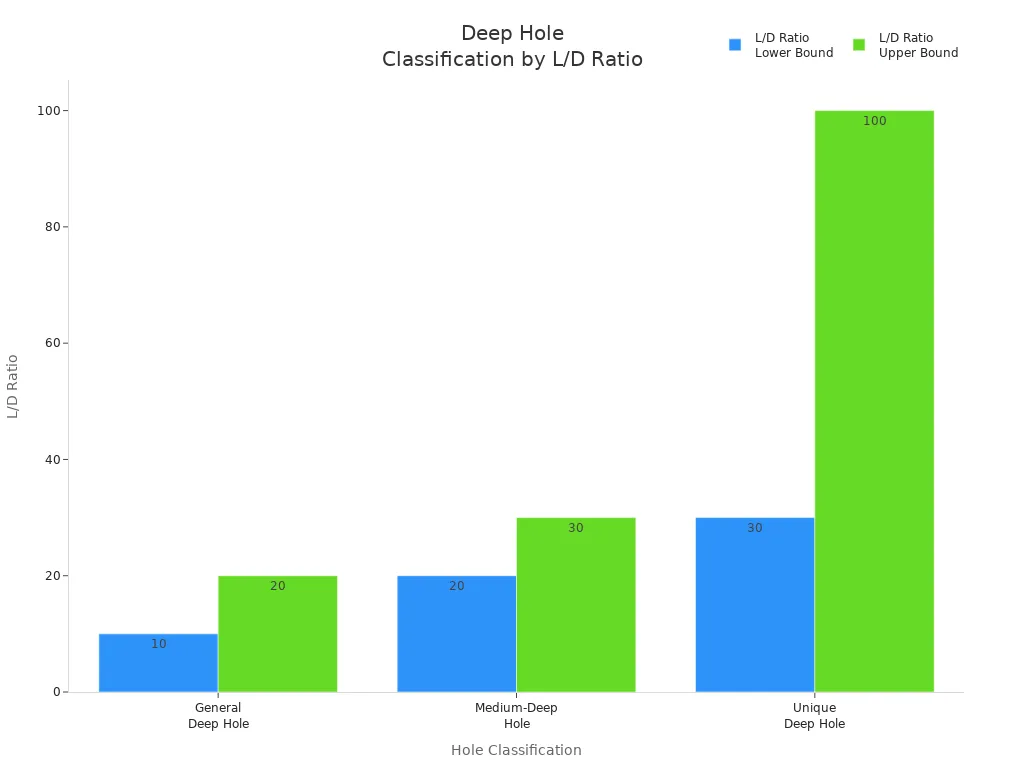
Dype hullsboring gjør hull mye dypere enn de er brede. I fabrikker er et hull 'dypt' hvis det er over ti ganger dypere enn dets bredde. Dette kalles lengde-til-diameter-forholdet (L/D). Når L/D-forholdet går opp, blir boringen vanskeligere. Noen måter å utføre dyphullsboring på er enkelt-leppe dyphullsboring, gunboring og BTA-boring. Disse måtene hjelper arbeidere med å lage rette og nøyaktige hull i metall.
| Klassifisering | L/D-forhold Område | Beskrivelse / Maskineringsmetode |
|---|---|---|
| Generelt dypt hull | 10 - 20 | Vanligvis laget på boremaskiner eller dreiebenker med lange spiralbor. |
| Middels dypt hull | 20 - 30 | Ofte laget på dreiebenk. |
| Unikt dypt hull | 30 - 100 | Trenger dyphullsboremaskiner eller spesialverktøy med dyphullsbor. |
EN dyphullsboremaskin bruker ny teknologi for å jobbe med høye L/D-forhold. Denne prosessen brukes til å lage motorblokker, medisinske implantater og flydeler. Gunboring maskiner og enkelt-leppe dype hull boring er vanlig for disse jobbene.
Dyphullsboremaskiner er forskjellige fra vanlige boremaskiner fordi de har spesielle funksjoner. De bruker høytrykkskjølevæske for å holde boret kjølig og flytte spon unna. Mange maskiner bruker enkelt-leppe dyphullsboreverktøy med styreputer. Styreputer hjelper verktøyet med å holde seg rett og gjør hullveggen glatt.
Dyphullsboremaskiner kan arbeide med L/D-forhold på opptil 100 eller mer.
CNC-kontroller hjelper maskinen med å bore med nøyaktighet og automatisering.
Spesielle spindler og matesystemer flytter boret forsiktig.
Høytrykksoljesystemer holder boret kjølig og rent.
Smarte kontrollsystemer endrer hastighet, mating og kjølevæskestrøm etter behov.
Noen maskiner bruker et dobbeltrørsystem for bedre kjølevæskestrøm.
Kontroll av brudd på verktøy og mange måter å holde arbeidsstykker på gjør ting tryggere og raskere.
Nye dyphullsboremaskiner har smartere kontroller, sterkere verktøymaterialer og mer automatisering. Disse oppdateringene hjelper arbeidere med å bore dypere, raskere og mer nøyaktig.
Gundrilling maskiner og enkelt-leppe dyphullsboring gir høy nøyaktighet og jevne hull. Dyphullsboremaskiner kan lage store hull og veldig lange hull. Dette gjør dem viktige for mange jobber. Dype hullsboring blir stadig bedre, så resultatene og hastigheten blir bedre.

Spindelen og borehodet er hoveddelene av boremaskiner for dype hull . Designet deres påvirker hvor rette og jevne hullene er. Mange maskiner har et hodelager som kan vippe og dreie på forskjellige måter. Dette hjelper arbeidere med å bore i mange vinkler og nå flere steder. Disse funksjonene gjør boringen mer nøyaktig og sparer tid når du bytter jobb.
Girede transmisjoner og 50-koniske spindler hjelper med sterk boring, som gunboring og BTA-boring.
Servodrevne kuleskruer skyver verktøyet med jevn kraft og uten løshet. Dette hjelper verktøyet til å vare lenger og gjør hullbunnen jevnere.
Høypresisjonsdeler som glassvekt, laserforhåndsinnstilling og arbeidsstykkesondering hjelper til med å holde hullene nøyaktige.
Designet holder stramme toleranser, hjelper arbeidere med å gjøre mer, og sørger for at hullene er gode hver gang.
Dypt hull boreverktøy må passe til spindelen og borehodet for best resultat. Boring av dype hull for ejektor trenger også at disse delene fungerer godt og holder seg stødige.
Kjølevæske- og sponfjerningssystemer er svært viktige i dyphullsboremaskiner. Sentrum gjennom kjølevæskesystemer sender høytrykkskjølevæske rett til verktøyspissen. Dette hjelper med å vaske bort spon, avkjøle verktøyet og gjør at verktøyet varer lenger.
Tester viser at CNC-maskiner med innvendige og utvendige kjølevæskesystemer fjerner spon bedre og reduserer varme. Lavfrekvent vibrasjonsboring med kjølevæske gjør kutting enklere, verktøy varer lenger og hull ser bedre ut.
Endring av borformen, som spiss og skruevinkel, hjelper spon å komme ut.
Høytrykkskjølevæske gjennom spindelen skyver spon ut og reduserer gnidningen.
Endring av matehastighet gjør spon lettere å fjerne.
Å holde temperaturen og luften jevn hjelper chips og kjølevæske til å fungere riktig.
Disse systemene hindrer spon fra å sette seg fast og knuse verktøyet. De lager hull bedre og lar arbeidere bore dypere uten å stoppe. Dyphullsboringsverktøy og ejektor dyphullsboring fungerer begge bedre med disse systemene.
Moderne kontrollsystemer hjelper dype hullsboremaskiner til å jobbe mer nøyaktig og alene. Automatiske verktøyskiftere sparer tid og hjelper arbeidere med å gjøre mer. IoT-sensorer ser på hvordan maskinen fungerer og hjelper til med å fikse problemer før de blir store. Roboter og AI hjelper maskiner med å jobbe med mindre hjelp fra folk og gjør boringen mer nøyaktig.
CNC-systemer styrer boring med stor nøyaktighet. De lar arbeidere bore mange former og dybder igjen og igjen.
Disse systemene sørger for at alle deler er like, noe som er viktig når du lager mange deler.
Avanserte kontroller hjelper deg med å administrere boring, fikse problemer som verktøybøying og holde ting kjølig.
Dyphullsboreverktøy fungerer best med disse smarte kontrollene. Ejektor dyphullsboring får også bedre resultater fra disse moderne kontrollsystemene.
Gjør seg klar til dype hullsboring tar forsiktige skritt. Arbeidere må velge riktig drill for jobben. Pistoløvelser er bra for små, nøyaktige hull. RC-bor brukes til større hull. Det første trinnet er å lage et pilothull. Dette hullet hjelper til med å lede hovedboret og hindrer det i å bevege seg av sporet. Pilotboret trenger riktig spissvinkel. For stål fungerer en 120° spiss godt. For aluminium er en 90° spiss bedre.
Et sterkt kjølevæskesystem er veldig viktig. Kjølevæsken bør være minst 1000 PSI for dype hull. Dyser må være nær skjærekanten, ca. 5 millimeter unna. Arbeidere endrer hastighet og matehastighet for hvert materiale. Dette bidrar til å redusere varme og verktøystress. Systemer for fjerning av flis må settes opp. RC-bor bruker forseglede rør for å hjelpe med spon. Pistoløvelser fungerer best med filtrert kjølevæske.
Styrede foringer og pilothull holder boret rett. Arbeidere ser på dreiemoment og kjølevæsketrykk. Disse kontrollene hjelper deg med å finne verktøyslitasje eller brudd tidlig. Noen oppsett bruker ultralydboring eller automatisk mating for svært dype hull. Kontroll av verktøy og kjølevæske holder ofte boreprosessen jevn.
| Parameter Kategori | Nøkkeloppsett Parametre | Innvirkning på suksess med dyphullsboring |
|---|---|---|
| Maskineringsparametere | Matehastighet, skjærehastighet, bordiameter | Sikrer hullkvalitet, effektivitet og verktøylevetid |
| Kjølevæskesystem | Høytrykkskjølevæske, presis strømningskontroll | Effektiv kjøling og sponfjerning |
| Verktøydesign | Pistoløvelser, interne kjølevæskekanaler | Reduserer nedbøyning, forbedrer finish og presisjon |
| Maskinoppsett | Stivhet, spon-evakueringsevne | Opprettholder stabilitet og nøyaktighet |
| Ekstra kontroller | Filtrering, temperaturkontroll, dyseposisjonering | Forhindrer slitasje og overoppheting |
| Hullveiledning | Pilothull, guidede foringer | Reduserer avvik, forbedrer nøyaktigheten |
| Avanserte teknikker | Automatisert mating, ultralydsassistert boring | Forbedrer verktøyets levetid og ytelse |
Tips: Sjekk alltid kjølevæskefiltre og temperatur før du borer. Ren, kjølig væske holder jobben trygg og nøyaktig.
Dype hullsboring følger et sett med trinn. Hvert trinn bidrar til å sikre at hullet er dypt og rett.
Arbeiderne velger boremetoden. De velger pistolboring eller BTA-boring til jobben.
De gjør maskinen klar. Maskinen må være stødig og klargjort for rett boring.
Spesialverktøy sender høytrykkskjølevæske til skjæreområdet.
Det første trinnet bruker en pilotdrill. Dette danner en bane for hovedboret og hjelper med nøyaktigheten.
Arbeidere bytter til hovedbor eller en blandingsbor. Dette verktøyet gjør hullet til riktig størrelse og jevnhet.
Høytrykkskjølevæske går til skjærestedet. Dette holder ting kjølig og hjelper med å flytte sjetonger ut.
Spon kommer ut gjennom eller ved siden av verktøyet. Dette stopper tilstopping og holder hullet rent.
Arbeidere ser på hastighet, mating og flyt av kjølevæske. De endrer disse for å få riktig hulldybde, retthet og finish.
Boringen avsluttes når hullet er dypt nok og ser bra ut.
Under boring sjekker arbeiderne for verktøyslitasje og kjølevæskestrøm. De gjør endringer for å fortsette å gå bra.
Sponfjerning og kjøling er svært viktig ved dyphullsboring. Spon kan blokkere hullet og ødelegge verktøyet hvis det ikke håndteres riktig. Arbeidere bruker innvendige kjølevæskesystemer for å sende kjølevæske til bunnen av hullet. Kjølevæsken skyver spon opp og avkjøler skjærekanten.
Kjølevæsketrykk og strømning må passe til hullstørrelsen og -dybden. Små hull trenger kanskje bare 2 liter per minutt. Store hull kan trenge mer enn 350 liter per minutt. Gode filtre holder kjølevæsken ren. Filtre mellom 20 og 50 mikron fanger opp bittesmå biter. Kjølere holder kjølevæsken på riktig temperatur for å beskytte pumper og verktøy.
Arbeidere bruker sensorer for å se kjølevæsketrykk og flyt. Disse sensorene kan finne verktøyslitasje eller brudd. Hvis noe går galt, kan systemet stoppe boringen for å unngå skade. Noen maskiner bruker spesielle kjølevæskekontroller. Disse kontrollene endrer trykk og flyt etter behov for best resultat.
Borform hjelper også med sponfjerning. Bor med én margin gir mer plass til spon i langflisende materialer. Bor med dobbel marg gjør hull rettere, men gir mindre plass til spon. Flytende andremarger hjelper til med å balansere nøyaktighet og brikkefjerning.
Merk: God sponfjerning og kjøling holder dype hullsboring trygg og rask. Kontroller alltid kjølevæskestrømmen og filtrene før du starter en ny jobb.
Gundrilling er en svært nøyaktig måte å bore dype hull på. Den bruker et langt, tynt verktøy med ett hull for kjølevæske og ett spor for spon. Maskinen skyver kjølevæske gjennom verktøyets senter. Kjølevæsken vasker spon tilbake langs sporet. Dette holder boret kjølig og rent.
Gundrilling er best for små hull som må være veldig rette og glatte. Bil-, fly- og medisinske selskaper bruker pistolboring for motorblokker, verktøy og små deler. Gundrilling kan lage hull tre til over hundre ganger bredere enn selve hullet. Dette gjør det bra når du trenger et rett hull med en fin finish.
Gundrilling kan være veldig nøyaktig, omtrent 0,0005 tommer per tomme eller enda bedre hvis den er satt opp riktig.
Gundrilling maskiner bruker ofte enkelt-leppe dyphullsboreverktøy. Disse verktøyene hjelper til med å styre boret og holde det rett. Høytrykksoljekjølevæske er nødvendig for denne jobben. Andre kjølevæsker fungerer ikke like bra. Arbeidere starter vanligvis med et pilothull som er litt større enn boret. Dette hjelper til med å lede verktøyet og forhindrer at det beveger seg ut av kurs.
Gundrilling har mange gode poeng:
Veldig nøyaktig og kan gjøre det samme igjen og igjen
Lager hull uten grove kanter og glatt innside
Kan lage spesielle former i hull som ikke går helt gjennom
Men gunboring fungerer best med materialer opp til 50Rc hardhet. Hardere ting trenger lavere hastigheter og sliter ut verktøyet raskere. Svært lange bor trenger ekstra støtte slik at de ikke går i stykker. To-fløyte gunriller brukes til myke metaller med mer kjølevæsketrykk.
| Aspektdetaljer | |
|---|---|
| Typiske applikasjoner | Skytevåpen, biler, fly, medisinsk verktøy, dyser, hydraulikk, pneumatikk |
| Viktige fordeler | Veldig nøyaktige, glatte hull, ingen grader, repeterbare resultater |
| Maskinintegrasjon | Fungerer på CNC-maskiner, dreiebenker, freser; trenger høytrykkskjølevæske |
| Begrensninger | Kun for mykere materialer, trenger pilothull, må bruke oljekjølevæske, trenger støtte for lange øvelser |
| Verktøylivsfaktorer | Kjølevæsketype, trykk, hastighet, mating, maskinoppsett |
| Merknader om spesialverktøy | To-fløyte gunriller for myke metaller; spesielle former for spesielle jobber |
| Upassende forhold | Bruk spiralbor når hastighet betyr mer enn nøyaktighet |
Gundrilling er bedre enn spiralboring når du trenger et rett, glatt hull. Spiralbor er raskere hvis du ikke trenger perfekte hull.
BTA, eller Boring and Trepanning Association drilling, er en annen måte å bore dype hull på. BTA-maskiner bruker et hult rør med et kutterhode som skrus fast. Kjølevæske strømmer utenfor røret. Chips beveger seg gjennom midten av røret. Dette hjelper til med å fjerne spon og avkjøle verktøyet, spesielt for store hull.
BTA-boring er best for hull fra 20 mm til 200 mm brede. Den trenger spesielle maskiner som kan snurre både verktøyet og delen i forskjellige retninger. Dette gjør boringen mer stødig og nøyaktig.
BTA-boring er raskere og kan mate raskere enn kanonboring for store, dype hull.
BTA bruker et enkeltrørssystem. Kjølevæske går rundt røret, og flis kommer ut gjennom midten. Dette hindrer verktøyet fra å riste og hjelper det å holde seg sterkt, selv i harde metaller. BTA lager glatte, rette hull og er bra for å lage mange deler.
BTA-boring brukes i olje og gass, store maskiner og fly. Disse jobbene trenger store, dype hull i tøffe metaller. BTA-maskiner varer lenger og kan jobbe med mange typer materialer.
| Aspect | Gun Drilling | BTA Drilling |
|---|---|---|
| Verktøy | Langt, tynt verktøy med ett kjølevæskehull og ett spor for spon | Hult rør med kutterhode som skrus fast |
| Kjølevæskestrøm | Kjølevæske går gjennom verktøyets senter | Kjølevæske strømmer utenfor røret |
| Chip Evakuering | Spon beveger seg langs sporet på utsiden | Chips beveger seg gjennom midten av røret |
| Typisk hulldiameter | Små hull, kan bruke spesielle eller noen CNC-maskiner | Store hull (20-200mm), trenger spesialverktøy og maskiner |
| Maskinkrav | Kan bruke dreiebenker eller spesialmaskiner; kan spinne verktøy eller del | Trenger spesialmaskiner som spinner både verktøy og del |
| Dybde-til-diameter-forhold | Kan lage veldig dype hull, opptil 400:1 | Brukes til større hull med rask boring |
BTA-boring er raskere og bedre for store, dype hull. Gundrilling er best for små, nøyaktige hull, men er tregere for store jobber. Begge veier bruker maskiner som kan spinne verktøyet og delen for bedre hull.
Det finnes andre måter å bore dype hull på enn gunboring og BTA. Utkaster dyphullsboring bruker to rør. Kjølevæske går mellom rørene, og flis beveger seg gjennom innerrøret. Dette fungerer bra for mellomstore hull og fjerner spon godt.
Enkeltleppe dyphullsboring er også vanlig. Den bruker et verktøy med én skjærekant og styreputer. Denne måten gir høy nøyaktighet og en jevn finish, som gunboring. Bil- og flyprodusenter bruker enleppes dyphullsboring mye.
Noen spesielle dyphullsboringsmetoder er diamantrotasjonsboring, slagboring, jetboring og boring med skrue. Hver vei har sine egne gode poeng og brukes til spesielle jobber:
| Metode | Fordeler | Ulemper | Foretrukket scenarier / applikasjoner |
|---|---|---|---|
| Diamant roterende boring | Holder lenge, bra for hardrock | Koster mer, trenger spesialverktøy | Hardrockjobber |
| Retningsbestemt rotasjonsboring | Kan bore i vinkler | Vanskelig å gjøre, trenger dyktige arbeidere | Bore brønner på vanskelige steder |
| Perkusjonsboring | Rask, billig for grunne hull | Ikke dyp, bråkete, rister mye | Grunne hull, finne mineraler |
| Jetboring | Bra for mykt underlag, veldig nøyaktig | Høyt, rotete, bare for mykt underlag | Bygge, sjekke miljøet |
| Auger Drilling | Skånsom, bra for grunt smuss | Ikke dypt, ikke for hardt underlag | Jordtesting, små gravejobber |
Andre måter som inkrementell hullboring, ringkjerne- og dyphullsboring (DHD) brukes til å sjekke stress i metaller. Dype hullsboring er best for tykke metallplater og hylser når du trenger å gå dypt. Ringkjerneveien er bra for tykke deler eller når du vil se stress over et stort område. For tynne deler er hullboring og ringkjerne enklere og mer følsomme.
Ejektor dyphullsboring og enkelt-leppe dyphullsboring er begge viktige i fabrikker i dag. Arbeiderne velger den beste måten basert på hullstørrelse, materiale og hvor nøyaktig hullet må være.
Tips: Velg alltid den dype hullsboringsmetoden som passer best for jobben for gode resultater.
Dyphullsboremaskiner er svært viktige i mange bransjer . Disse maskinene lager hull som vanlige øvelser ikke kan. De brukes når hullet må være mye dypere enn det er bredt. Dyphullsboremaskiner brukes i romfart, bilindustri, olje og gass og mer.
Luftfartsselskaper bruker disse maskinene til å lage hull i flydeler. De borer hull for struktur, koblinger, motorer og hydrauliske systemer. Disse maskinene lager også drivstoffinjeksjonshull og styrehull. Vanlige romfartsdeler er rotoraksler, stempler, dyser, turbiner og landingsutstyr. Dype hullsboring hjelper disse delene å holde seg rette og nøyaktige. CNC-kontroller og automatisering bidrar til at hullene er perfekte for sikkerhet.
Dyphullsboremaskiner kan lage hull opptil 100 ganger dypere enn brede.
Luftfartsfabrikker bruker kanonboring, BTA-boring og andre spesielle måter.
Disse maskinene fungerer både i små butikker og store fabrikker.
Bilfabrikker bruker dyphullsboremaskiner for veivaksler, drivstoffinjektorer og giraksler. Disse maskinene sørger for at hullene er nøyaktige for sterke og effektive deler. Bilprodusenter trenger maskiner som jobber med mange metaller og former. Spesialverktøy, som vendbare borer med styreputer, hjelper til med å gjøre hull rette og glatte.
| Aspect | Aerospace | Automotive |
|---|---|---|
| Presisjon | Ekstrem nøyaktighet | Høy presisjon |
| Nøkkeldeler | Landingsutstyr, motorkanaler | Drivstoffsystemer, girkasse |
| Materialutvalg | Luftfartslegeringer | Mange metaller og legeringer |
Olje- og gasselskaper bruker dyphullsboremaskiner for borekrager, løftekrager, pakkere, koblinger og ventildeler. Disse maskinene arbeider med hardt stål og superlegeringer. BTA-verktøy lager store hull, mens pistolbor lager små, nøyaktige hull. Maskiner bruker ofte automatisk mating og sterke kjølevæskesystemer for bedre resultater.
| Komponent | Tekniske behov | Typisk bruk |
|---|---|---|
| Borkrager | Dype, rette hull i harde materialer | Utstyr for oljeboring |
| Ventilstenger/kjerner | Fin hullbearbeiding | Kontrollsystemer |
Andre bransjer bruker også dyphullsboremaskiner. Disse inkluderer medisinsk, skytevåpen, hydraulikk, energi, forsvar og telekom. Disse jobbene kan være vanskelige på grunn av sponfjerning, rette hull og verktøyslitasje. Høytrykkskjølevæske og spesialverktøy hjelper til med å løse disse problemene. CNC dyphullsboremaskiner gir nøyaktigheten og fleksibiliteten som trengs i dag.
Å velge riktig dyphullsboremaskin er veldig viktig. Maskinnøyaktighet, verktøytype, kjølevæskestrøm og oppsett betyr noe. Hver bransje må velge den beste maskinen og metoden for gode resultater.
Dyphullsboring gir mange gode ting til industrien i dag. Bedrifter bruker det når de trenger hull mye dypere enn de er brede. Denne måten er kjent for å være veldig nøyaktig og sterk.
Dype hullsboring gjør rette, dype hull med tette begrensninger. Vanlig boring kan ikke alltid være så nøyaktig for lange hull.
Disse maskinene fungerer raskere for dype, tynne hull. De fjerner metall godt og holder sponene i bevegelse.
Dype hullsboring kan gjøre hull mye dypere enn bredden. Dette kalles et høyt dybde-til-diameter-forhold.
Innsiden av hullet er jevnere enn ved vanlig boring. Dette er viktig for hydrauliske deler og flydeler.
Prosessen holder materialet sterkt. Det legger mindre stress på delen, noe som hjelper med harde metaller som titan.
Maskinene kan lage spesielle former og vanskelige hull på én gang. Dette sparer tid og trinn.
Dypt hullsboring brukes på mange felt, som å lage pistolløp, støpeformer og flysjakter.
| fordelskategori | Beskrivelse av |
|---|---|
| Presisjon og nøyaktighet | Dype hullsboring lager dype, rette hull med tette grenser. Dette er nødvendig for fly- og maskindeler. |
| Forbedret overflatefinish | Det gir jevnere innvendige overflater enn vanlig boring. Dette har betydning for hydrauliske deler og flydeler. |
| Forbedret materialintegritet | Det reduserer belastningen på delen, slik at materialet holder seg sterkt. Dette er bra for harde metaller som titan. |
| Effektiv materialfjerning | Maskinene fjerner spon og avkjøler verktøyet godt. Dette lar dem bore raskere med færre stopp. |
| Mulighet for dype hull | De kan bore hull mye dypere enn bredden. Vanlige øvelser kan ikke gjøre dette. |
| Allsidighet | Dypt hullsboring brukes i mange jobber, som pistolløp, støpeformer og flysjakter. |
| Komplekse geometrier | Nye måter lar maskinene lage vanskelige hullformer i én omgang. Dette betyr at færre trinn er nødvendige. |
Moderne dyphullsboremaskiner bruker smarte kontroller. Disse kontrollene bidrar til å holde boringen jevn og gjøre arbeidet raskere og mer nøyaktig. For eksempel hjelper laserverktøy og sensorer å veilede boret og stoppe feil.
Tips: Å bore et lite midthull først og bruke rømme etter kan gjøre hullet mer nøyaktig og jevnere.
Dyphullsboring har noen problemer i fabrikker. Arbeidstakere må se etter disse for å holde maskinene i gang.
Maskiner kan gå i stykker, som å vri seg av, knekke rør, eller rør som sprekker. Rør kan også bli slitne og kollapse.
Stress fra bruk, som gjentatt kraft, kan gjøre deler svake over tid.
Kjemiske problemer, som rust, kan skade utstyret.
Rør kan sette seg fast eller ha ødelagte gjenger. Dette er vanlige maskinproblemer.
Å bruke for mye makt ved en feiltakelse kan ødelegge ting.
Hardt underlag kan gjøre hullet ustabilt og stoppe boringen.
Problemer med væsker, som å miste boreslam, kan forårsake problemer.
For å stoppe disse problemene bruker bedrifter smarte kontrollsystemer. Disse systemene overvåker prosessen og gir varsler med en gang. De advarer arbeidere om skitne filtre eller sponstopp. Rengjøring, kontroll og fiksing av maskiner hjelper ofte med å stoppe havarier. Arbeidstakere bør se etter slitte deler, bruke riktig olje og føre gode journaler. Opplæring av arbeidere i hvordan de skal bruke og ta vare på maskinene hjelper også med å stoppe mange problemer.
Merk: Å se ting som kraft, press og hastighet hjelper deg med å finne problemer tidlig. Dette holder dype hullsboring trygg og fungerer godt.
Dyphullsboremaskiner er viktige for jobber som trenger dype, nøyaktige hull. Arbeiderne trenger å vite om forskjellige maskintyper og boretrinn. Nye verktøy som lasermåling og kontroller under boring hjelper mye. Disse verktøyene gjør hull mer nøyaktige og sparer tid. Bedrifter kan velge gundrilling, BTA eller andre måter for arbeidet sitt.
Eksperter sier at du bør starte med et pilothull, bruke riktig kjølevæske og følge gode trinn for fjerning av spon for best resultat.
EN dyphullsboremaskin gjør hull mye dypere enn de er brede. Disse maskinene hjelper fabrikker med å lage rette og nøyaktige hull i metalldeler. De brukes til ting som motorer, medisinske verktøy og flydeler.
Kjølevæske forhindrer at borkronen blir for varm. Den flytter også metallspon ut av hullet. Dette forhindrer at verktøyet går i stykker. Kjølevæske hjelper maskinen til å lage jevnere og mer nøyaktige hull.
Dyphullsboremaskiner kan bore mange typer metall. De arbeider med stål, aluminium, titan og spesiallegeringer. Type maskin og verktøy avhenger av hvor hardt og tykt metallet er.
Industrier bruker gunboring for små og nøyaktige hull. De plukker BTA-boring for større og dypere hull. Hver måte har sin egen hastighet, nøyaktighet og styrker for fjerning av brikker.
Arbeidere sjekker kjølevæskestrømmen og verktøyslitasjen ofte. De ser også på maskininnstillingene for å fange opp problemer tidlig. Sensorer og smarte kontroller hjelper deg med å finne problemer raskt. Rengjøring og stell av maskinen stopper havarier.








