


Wyświetlenia: 0 Autor: Edytor witryny Czas publikacji: 2025-07-30 Pochodzenie: Strona













Wiertarka do głębokich otworów wykorzystuje nową technologię do wykonywania długich, dokładnych otworów w częściach metalowych. Wiercenie głębokich otworów jest ważne w branżach, w których potrzebne są otwory znacznie dłuższe niż szerokie. Firmy samochodowe wykorzystują wiertarki do głębokich otworów do budowy bloków silników i wałów. Producenci urządzeń medycznych wykorzystują wiercenie głębokich otworów do produkcji implantów i narzędzi chirurgicznych. Z maszyn tych korzystają również firmy z branży lotniczej oraz naftowo-gazowej. Głównymi sposobami osiągnięcia tego są wiercenie i bta.
Obszar Azji i Pacyfiku jest głównym rynkiem maszyn do wiercenia głębokich otworów, a Chiny pomagają w rozwoju tego rynku.
| w sektorze przemysłowym | Przykład zastosowania |
|---|---|
| Automobilowy | Bloki silnika, wały |
| Medyczny | Implanty, narzędzia chirurgiczne |
| Lotnictwo | Precyzyjne komponenty |
| Ropa i gaz | Sprzęt wiertniczy |
Wiertarki do głębokich otworów wykonują długie i dokładne otwory. Zwykłe ćwiczenia nie są w stanie tego zrobić. Maszyny te korzystają ze specjalnych narzędzi. Używają również chłodziwa pod wysokim ciśnieniem. Chłodziwo utrzymuje wiertła w chłodzie. Pomaga także w usuwaniu wiórów.
Wiercenie jest najlepsze w przypadku małych, dokładnych otworów. Wiercenie BTA jest szybsze w przypadku dużych, głębokich otworów. Właściwa metoda zależy od rozmiaru otworu i materiału.
Bardzo ważne są systemy chłodzenia i usuwanie wiórów. Zapobiegają pękaniu narzędzi. Zapewniają również gładkość otworów. Pracownicy muszą obserwować przepływ chłodziwa. Muszą także często sprawdzać zużycie narzędzi.
Nowoczesne wiertarki do głębokich otworów wykorzystują inteligentne sterowanie. Wykorzystują także automatyzację. Dzięki temu praca jest dokładniejsza i szybsza. Dzięki temu praca jest bezpieczniejsza. Wiele gałęzi przemysłu korzysta z tych maszyn. Niektóre z nich to przemysł lotniczy, motoryzacyjny oraz naftowo-gazowy.
Ważne jest przestrzeganie odpowiednich kroków konfiguracji. Obejmuje to wykonanie otworów pilotujących. Oznacza to również użycie odpowiedniego wiertła i chłodziwa. Dzięki temu uzyskasz lepszą jakość otworu. Pomaga także narzędziom wytrzymać dłużej.
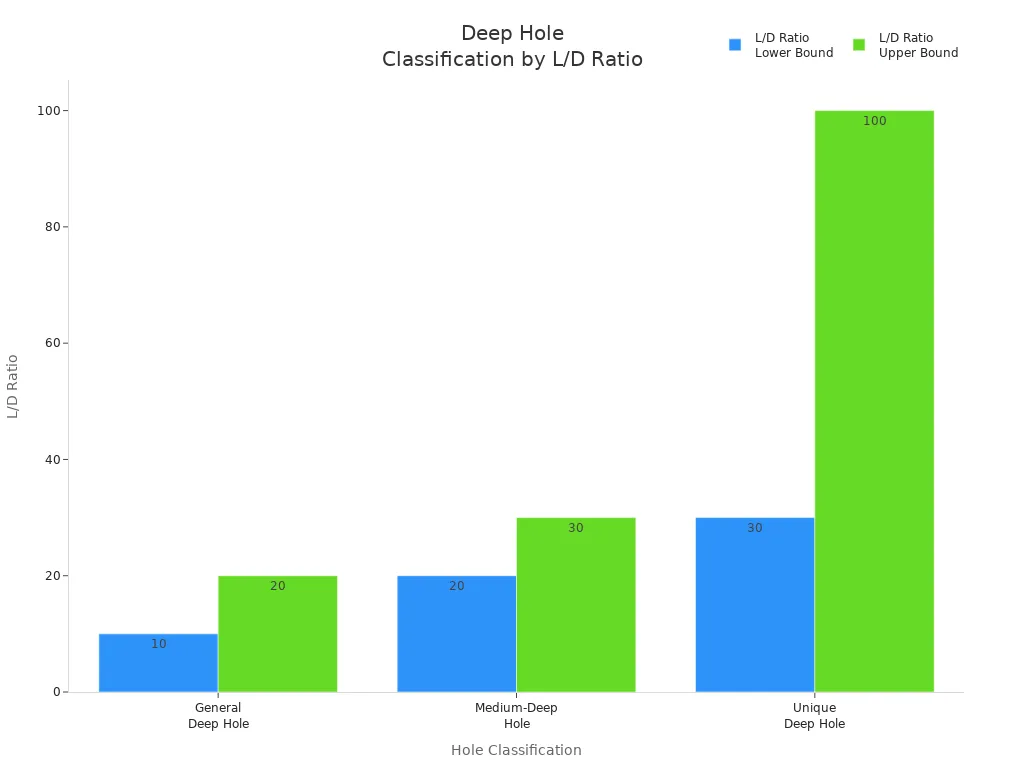
Wiercenie głębokich otworów powoduje, że otwory są znacznie głębsze niż szerokie. W fabrykach dziura jest „głęboka”, jeśli jest ponad dziesięciokrotnie głębsza niż jej szerokość. Nazywa się to stosunkiem długości do średnicy (L/D). Gdy stosunek L/D wzrasta, wiercenie staje się trudniejsze. Niektóre sposoby wiercenia głębokich otworów to wiercenie głębokich otworów z pojedynczą wargą, wiercenie lufowe i wiercenie BTA. Te sposoby pomagają pracownikom wykonywać proste i dokładne otwory w metalu.
| Klasyfikacja | Zakres stosunku L/D | Opis/metoda obróbki |
|---|---|---|
| Ogólna głęboka dziura | 10 - 20 | Wykonywane najczęściej na wiertarkach lub tokarkach z długimi wiertłami krętymi. |
| Średnio-głęboki otwór | 20 - 30 | Często robione na tokarce. |
| Unikalny głęboki otwór | 30 - 100 | Potrzebuje wiertarki do głębokich otworów lub specjalnych narzędzi z wiertłami do głębokich otworów. |
A Wiertarka do głębokich otworów wykorzystuje nową technologię do pracy przy wysokich stosunkach L/D. W procesie tym powstają bloki silników, implanty medyczne i części samolotów. W przypadku tych prac powszechne są wiertarki lufowe i jednowargowe wiercenie głębokich otworów.
Wiertarki do głębokich otworów różnią się od zwykłych wiertarek tym, że mają specjalne cechy. Używają chłodziwa pod wysokim ciśnieniem, aby utrzymać wiertło w chłodzie i usunąć wióry. Wiele maszyn wykorzystuje jednowargowe narzędzia do wiercenia głębokich otworów z podkładkami prowadzącymi. Podkładki prowadzące pomagają utrzymać narzędzie prosto i sprawiają, że ściana otworu jest gładka.
Wiertarki do głębokich otworów mogą pracować ze współczynnikiem L/D do 100 lub większym.
Sterowanie CNC pomaga maszynie wiercić z dokładnością i automatyzacją.
Specjalne wrzeciona i systemy posuwu przesuwają wiertło ostrożnie.
Wysokociśnieniowy układ olejowy utrzymuje wiertło w chłodzie i czystości.
Inteligentne systemy sterowania zmieniają prędkość, posuw i przepływ chłodziwa w razie potrzeby.
Niektóre maszyny wykorzystują system podwójnych rurek dla lepszego przepływu chłodziwa.
Kontrola uszkodzeń narzędzi i wiele sposobów mocowania obrabianych przedmiotów sprawiają, że praca jest bezpieczniejsza i szybsza.
Nowe wiertarki do głębokich otworów mają inteligentniejsze sterowanie, mocniejsze materiały narzędziowe i większą automatyzację. Te aktualizacje pomagają pracownikom drążyć głębiej, szybciej i dokładniej.
Wiertarki i Wiercenie głębokich otworów z pojedynczą wargą zapewnia wysoką dokładność i gładkie otwory. Wiertarki do głębokich otworów mogą wykonywać duże i bardzo długie otwory. To sprawia, że są one ważne w wielu miejscach pracy. Wiercenie głębokich otworów jest coraz lepsze, co poprawia wyniki i prędkość.

Głównymi częściami są wrzeciono i głowica wiertarska maszyny do wiercenia głębokich otworów . Ich konstrukcja wpływa na to, jak proste i gładkie są otwory. Wiele maszyn ma wrzeciennik, który można przechylać i obracać na różne sposoby. Pomaga to pracownikom wiercić pod wieloma kątami i docierać do większej liczby miejsc. Dzięki tym funkcjom wiercenie jest dokładniejsze i pozwala zaoszczędzić czas przy zmianie pracy.
Przekładnie zębate i wrzeciona ze stożkiem 50 pomagają w mocnym wierceniu, takim jak wiercenie lufowe i wiercenie BTA.
Śruby kulowe napędzane serwo popychają narzędzie ze stałą siłą i bez luzów. Zwiększa to trwałość narzędzia i sprawia, że dno otworu jest gładsze.
Części o wysokiej precyzji, takie jak skale szklane, wstępne ustawienie lasera i sondowanie przedmiotu obrabianego, pomagają zachować dokładność otworów.
Konstrukcja zapewnia wąskie tolerancje, pomaga pracownikom zrobić więcej i gwarantuje, że otwory będą za każdym razem dobre.
Aby uzyskać najlepsze rezultaty, narzędzia do wiercenia głębokich otworów muszą być dopasowane do wrzeciona i głowicy wiertarskiej. Wiercenie głębokich otworów za pomocą wyrzutnika również wymaga, aby te części działały dobrze i pozostawały stabilne.
Systemy chłodzenia i usuwania wiórów są bardzo ważne w wiertarkach do głębokich otworów. Centralnie przelotowe systemy chłodzenia doprowadzają chłodziwo pod wysokim ciśnieniem bezpośrednio do końcówki narzędzia. Pomaga to zmyć wióry, schłodzić narzędzie i wydłuża jego żywotność.
Testy pokazują, że maszyny CNC z wewnętrznym i zewnętrznym układem chłodzenia usuwają wióry lepiej i emitują mniej ciepła. Wiercenie wibracyjne o niskiej częstotliwości z chłodziwem ułatwia cięcie, trwałość narzędzi i lepszy wygląd otworów.
Zmiana kształtu wiertła, np. wierzchołka i kąta pochylenia linii śrubowej, pomaga w wydostawaniu się wiórów.
Chłodziwo pod wysokim ciśnieniem przez wrzeciono wypycha wióry i zmniejsza tarcie.
Zmiana posuwu ułatwia usuwanie wiórów.
Utrzymywanie stałej temperatury i powietrza pomaga w prawidłowym działaniu wiórów i chłodziwa.
Systemy te zapobiegają osadzaniu się wiórów i łamaniu narzędzia. Ulepszają wiercenie i umożliwiają pracownikom wiercenie głębiej bez zatrzymywania się. W przypadku tych systemów lepiej sprawdzają się narzędzia do wiercenia głębokich otworów i wiercenie głębokich otworów za pomocą wyrzutnika.
Nowoczesne systemy sterowania sprawiają, że wiertarki do głębokich otworów pracują dokładniej i samodzielnie. Automatyczne zmieniacze narzędzi oszczędzają czas i pomagają pracownikom zrobić więcej. Czujniki IoT monitorują działanie maszyny i pomagają rozwiązywać problemy, zanim staną się poważne. Roboty i sztuczna inteligencja pomagają maszynom pracować przy mniejszym wsparciu ludzi i sprawiają, że wiercenie jest dokładniejsze.
Systemy CNC sterują wierceniem z dużą dokładnością. Pozwalają pracownikom wielokrotnie wiercić wiele kształtów i głębokości.
Systemy te zapewniają, że każda część jest taka sama, co jest ważne w przypadku produkcji wielu części.
Zaawansowane sterowanie pomaga zarządzać wierceniem, rozwiązywać problemy, takie jak wyginanie się narzędzi, i zapewniać odpowiednią temperaturę.
Narzędzia do wiercenia głębokich otworów najlepiej współpracują z tymi inteligentnymi elementami sterującymi. Dzięki tym nowoczesnym systemom sterowania wiercenie głębokich otworów za pomocą wyrzutnika zapewnia również lepsze wyniki.
Przygotowanie do wiercenie głębokich otworów wymaga ostrożnych kroków. Pracownicy muszą wybrać odpowiednie wiertło do danego zadania. Wiertła pistoletowe nadają się do małych, dokładnych otworów. Do większych otworów stosuje się wiertła RC. Pierwszym krokiem jest wykonanie otworu pilotującego. Otwór ten pomaga w prowadzeniu wiertła głównego i zapobiega jego zboczeniu z toru. Wiertło pilotujące wymaga odpowiedniego kąta wierzchołka. W przypadku stali dobrze sprawdza się końcówka 120°. W przypadku aluminium lepsza jest końcówka 90°.
Bardzo ważny jest mocny układ chłodzenia. W przypadku głębokich otworów chłodziwo powinno mieć ciśnienie co najmniej 1000 PSI. Dysze muszą znajdować się blisko krawędzi tnącej, w odległości około 5 milimetrów. Pracownicy zmieniają prędkość i posuw dla każdego materiału. Pomaga to obniżyć temperaturę i naprężenia narzędzia. Należy skonfigurować systemy usuwania wiórów. Wiertarki RC wykorzystują uszczelnione rurki, które pomagają w usuwaniu wiórów. Wiertarki pistoletowe najlepiej sprawdzają się z filtrowanym chłodziwem.
Tuleje prowadzące i otwory prowadzące utrzymują wiertło prosto. Pracownicy obserwują moment obrotowy i ciśnienie chłodziwa. Kontrole te pomagają wcześnie wykryć zużycie lub uszkodzenie narzędzia. W niektórych konfiguracjach w przypadku bardzo głębokich otworów stosuje się wiercenie ultradźwiękowe lub posuw automatyczny. Często sprawdzanie narzędzi i chłodziwa zapewnia stabilność procesu wiercenia.
| Kategoria parametru | Kluczowe parametry konfiguracji | Wpływ na powodzenie wiercenia głębokich otworów |
|---|---|---|
| Parametry obróbki | Posuw, prędkość skrawania, średnica wiertła | Zapewnia jakość otworu, wydajność i trwałość narzędzia |
| Układ chłodzenia | Chłodziwo pod wysokim ciśnieniem, precyzyjna kontrola przepływu | Skuteczne chłodzenie i usuwanie wiórów |
| Projektowanie narzędzi | Wiertła lufowe, wewnętrzne kanały chłodzące | Zmniejsza ugięcie, poprawia wykończenie i precyzję |
| Konfiguracja maszyny | Sztywność, zdolność odprowadzania wiórów | Zachowuje stabilność i dokładność |
| Dodatkowe elementy sterujące | Filtracja, kontrola temperatury, pozycjonowanie dysz | Zapobiega zużyciu i przegrzaniu |
| Wskazówki dotyczące otworów | Otwory prowadzące, tuleje prowadzące | Zmniejsza odchylenie, poprawia dokładność |
| Zaawansowane techniki | Posuw automatyczny, wiercenie wspomagane ultradźwiękowo | Zwiększa trwałość i wydajność narzędzia |
Wskazówka: Przed wierceniem zawsze sprawdzaj filtry płynu chłodzącego i temperaturę. Czysty, chłodny płyn zapewnia bezpieczeństwo i dokładność pracy.
Wiercenie głębokich otworów składa się z kilku etapów. Każdy krok pomaga upewnić się, że otwór jest głęboki i prosty.
Pracownicy wybierają metodę wiercenia. Do tego zadania wybierają wiercenie lufowe lub wiercenie BTA.
Przygotowują maszynę. Maszyna musi być stabilna i ustawiona do wiercenia prostego.
Narzędzia specjalne dostarczają chłodziwo pod wysokim ciśnieniem do obszaru skrawania.
W pierwszym etapie wykorzystuje się wiertło pilotujące. Tworzy to ścieżkę dla głównego wiertła i pomaga w dokładności.
Pracownicy przechodzą na siewnik główny lub siewnik mieszany. To narzędzie sprawia, że otwór ma odpowiednią wielkość i gładkość.
Chłodziwo pod wysokim ciśnieniem dociera do miejsca skrawania. Dzięki temu wszystko jest chłodne i pomaga usuwać żetony.
Wióry wychodzą przez narzędzie lub obok niego. Zapobiegnie to zatykaniu i pozwoli utrzymać otwór w czystości.
Pracownicy obserwują prędkość, posuw i przepływ chłodziwa. Zmieniają je, aby uzyskać odpowiednią głębokość otworu, prostotę i wykończenie.
Wiercenie kończy się, gdy otwór jest wystarczająco głęboki i wygląda dobrze.
Podczas wiercenia pracownicy sprawdzają zużycie narzędzia i przepływ chłodziwa. Wprowadzają zmiany, aby wiercenia przebiegały dobrze.
Usuwanie wiórów i chłodzenie są bardzo ważne podczas wiercenia głębokich otworów. Wióry mogą zablokować otwór i złamać narzędzie, jeśli nie będą właściwie obsługiwane. Pracownicy korzystają z wewnętrznych systemów chłodzenia, aby przesłać chłodziwo na dno otworu. Chłodziwo wypycha wióry do góry i chłodzi krawędź skrawającą.
Ciśnienie i przepływ chłodziwa muszą odpowiadać rozmiarowi i głębokości otworu. Małe dziury mogą wymagać tylko 2 galonów na minutę. Duże dziury mogą potrzebować ponad 350 galonów na minutę. Dobre filtry utrzymują płyn chłodzący w czystości. Filtry o wielkości od 20 do 50 mikronów wyłapują drobne cząsteczki. Agregaty chłodnicze utrzymują odpowiednią temperaturę chłodziwa, chroniąc pompy i narzędzia.
Pracownicy używają czujników do monitorowania ciśnienia i przepływu chłodziwa. Czujniki te mogą wykryć zużycie lub uszkodzenie narzędzia. Jeśli coś pójdzie nie tak, system może przerwać wiercenie, aby uniknąć uszkodzeń. Niektóre maszyny wykorzystują specjalne elementy sterujące chłodziwem. Te elementy sterujące zmieniają ciśnienie i przepływ w zależności od potrzeb, aby uzyskać najlepsze wyniki.
Kształt wiertła pomaga również w usuwaniu wiórów. Wiertła jednomarżowe zapewniają więcej miejsca na wióry w materiałach dających długi wiór. Wiertła z podwójnym marginesem sprawiają, że otwory są prostsze, ale dają mniej miejsca na wióry. Pływające drugie marginesy pomagają zrównoważyć dokładność i usuwanie wiórów.
Uwaga: Dobre odprowadzanie wiórów i chłodzenie zapewniają bezpieczne i szybkie wiercenie głębokich otworów. Zawsze sprawdzaj przepływ chłodziwa i filtry przed rozpoczęciem nowej pracy.
Wiercenie Gundrill to bardzo dokładny sposób wiercenia głębokich otworów. Wykorzystuje długie, cienkie narzędzie z jednym otworem na chłodziwo i jednym rowkiem na wióry. Maszyna tłoczy chłodziwo przez środek narzędzia. Chłodziwo spłukuje wióry z powrotem wzdłuż rowka. Dzięki temu wiertło jest chłodne i czyste.
Wiercenie jest najlepsze w przypadku małych otworów, które muszą być bardzo proste i gładkie. Firmy samochodowe, lotnicze i medyczne stosują wiercenie bloków silnika, narzędzi i małych części. Wiercenie może spowodować wykonanie otworów od trzech do ponad stu razy szerszych niż sam otwór. To sprawia, że jest to dobre rozwiązanie, gdy potrzebujesz prostego otworu z ładnym wykończeniem.
Wiercenie może być bardzo dokładne, około 0,0005 cala na cal lub nawet lepsze, jeśli jest odpowiednio skonfigurowane.
Wiertarki lufowe często korzystają z jednowargowych narzędzi do wiercenia głębokich otworów. Narzędzia te pomagają prowadzić wiertło i utrzymywać je prosto. Do tego zadania potrzebny jest chłodziwo olejowe pod wysokim ciśnieniem. Inne płyny chłodzące również nie działają. Pracownicy zwykle zaczynają od otworu prowadzącego nieco większego niż wiertło. Pomaga to w prowadzeniu narzędzia i zapobiega jego zboczeniu z kursu.
Wiercenie pistoletowe ma wiele zalet:
Bardzo dokładny i potrafi powtarzać te same czynności
Wykonuje otwory bez ostrych krawędzi i gładkie wewnątrz
Potrafi tworzyć specjalne kształty w otworach, które nie przechodzą na wylot
Jednak wiercenie lufowe działa najlepiej w przypadku materiałów o twardości do około 50Rc. Twardsze rzeczy wymagają niższych prędkości i szybciej zużywają narzędzie. Bardzo długie wiertła wymagają dodatkowych podpór, aby się nie złamały. Wiertła lufowe dwuostrzowe stosuje się do metali miękkich przy większym ciśnieniu chłodziwa.
| aspektu | Szczegóły |
|---|---|
| Typowe zastosowania | Broń palna, samochody, samoloty, narzędzia medyczne, matryce, hydraulika, pneumatyka |
| Kluczowe zalety | Bardzo dokładne, gładkie otwory, bez zadziorów, powtarzalne wyniki |
| Integracja maszyn | Pracuje na maszynach CNC, tokarkach, frezarkach; wymaga chłodziwa pod wysokim ciśnieniem |
| Ograniczenia | Tylko do bardziej miękkich materiałów, wymaga otworów prowadzących, wymaga stosowania chłodziwa olejowego, wymaga podpórek do długich wierteł |
| Czynniki trwałości narzędzia | Rodzaj chłodziwa, ciśnienie, prędkość, posuw, konfiguracja maszyny |
| Specjalne uwagi dotyczące narzędzi | Wiertła lufowe dwuostrzowe do metali miękkich; specjalne kształty do specjalnych zadań |
| Nieodpowiednie warunki | Używaj wierteł krętych, gdy prędkość jest ważniejsza niż dokładność |
Wiercenie jest lepsze niż wiercenie kręte, gdy potrzebny jest prosty, gładki otwór. Wiertła kręte są szybsze, jeśli nie potrzebujesz idealnych otworów.
Wiercenie BTA, czyli wiercenie metodą wiercenia i trepanowania, to kolejny sposób wiercenia głębokich otworów. Maszyny BTA wykorzystują pustą rurę z przykręcaną głowicą tnącą. Chłodziwo wypływa na zewnątrz rury. Wióry przemieszczają się przez środek rurki. Pomaga to w usuwaniu wiórów i chłodzeniu narzędzia, szczególnie w przypadku dużych otworów.
Wiercenie BTA najlepiej sprawdza się w przypadku otworów o szerokości od 20 mm do 200 mm. Potrzebuje specjalnych maszyn, które mogą obracać zarówno narzędzie, jak i część w różnych kierunkach. Dzięki temu wiercenie jest bardziej stabilne i dokładne.
Wiercenie BTA jest szybsze i zapewnia szybszy posuw niż wiercenie lufowe w przypadku dużych, głębokich otworów.
BTA wykorzystuje system jednorurowy. Chłodziwo przepływa wokół rury, a wióry wychodzą przez środek. Zapobiega to drganiom narzędzia i pomaga zachować jego wytrzymałość nawet w przypadku twardych metali. BTA wykonuje gładkie, proste otwory i jest dobry do wykonywania wielu części.
Wiercenie BTA stosuje się w wydobyciu ropy i gazu, dużych maszynach i samolotach. Do tych prac potrzebne są duże, głębokie otwory w twardych metalach. Maszyny BTA działają dłużej i mogą pracować z wieloma rodzajami materiałów.
| Aspekt | Wiercenie pistoletowe | Wiercenie BTA |
|---|---|---|
| Obróbka | Długie, cienkie narzędzie z jednym otworem na chłodziwo i jednym rowkiem na wióry | Pusta rura z przykręcaną głowicą tnącą |
| Przepływ płynu chłodzącego | Chłodziwo przepływa przez środek narzędzia | Chłodziwo wypływa na zewnątrz rury |
| Ewakuacja wiórów | Wióry przemieszczają się wzdłuż rowka na zewnątrz | Wióry przemieszczają się przez środek rury |
| Typowa średnica otworu | Małe otwory, można używać specjalnych lub niektórych maszyn CNC | Duże otwory (20-200mm), wymagają specjalnych narzędzi i maszyn |
| Wymagania dotyczące maszyny | Potrafi posługiwać się tokarkami lub maszynami specjalnymi; może obracać narzędzie lub część | Potrzebuje specjalnych maszyn, które obracają zarówno narzędzie, jak i część |
| Stosunek głębokości do średnicy | Umożliwia wykonywanie bardzo głębokich otworów, aż do 400:1 | Stosowany do większych otworów przy szybkim wierceniu |
Wiercenie BTA jest szybsze i lepsze w przypadku dużych, głębokich otworów. Wiercenie jest najlepsze w przypadku małych, dokładnych otworów, ale jest wolniejsze w przypadku dużych zadań. W obu przypadkach wykorzystuje się maszyny, które mogą obracać narzędzie i część w celu uzyskania lepszych otworów.
Oprócz wiercenia lufowego i BTA istnieją inne sposoby wiercenia głębokich otworów. Wyrzutnik wiercenie głębokich otworów wykorzystuje dwie rury. Chłodziwo przepływa pomiędzy rurami, a wióry przemieszczają się przez wewnętrzną rurę. Działa to dobrze w przypadku otworów średniej wielkości i dobrze usuwa wióry.
wiercenie głębokich otworów z jedną wargą . Powszechne jest również Wykorzystuje narzędzie z jedną krawędzią tnącą i podkładkami prowadzącymi. W ten sposób uzyskuje się wysoką dokładność i gładkie wykończenie, jak przy wierceniu lufowym. Producenci samochodów i samolotów często korzystają z wiercenia głębokich otworów za pomocą jednej wargi.
Niektóre specjalne sposoby wiercenia głębokich otworów to wiercenie diamentowe, wiercenie udarowe, wiercenie strumieniowe i wiercenie ślimakowe. Każdy sposób ma swoje zalety i jest używany do zadań specjalnych:
| Metoda | Zalety | Wady | Preferowane scenariusze/zastosowania |
|---|---|---|---|
| Wiercenie diamentowe | Trwa długo, dobrze nadaje się do hard rocka | Kosztuje więcej, wymaga specjalnych narzędzi | Hardrockowe prace |
| Kierunkowe wiercenie obrotowe | Możliwość wiercenia pod kątem | Trudno to zrobić, potrzeba wykwalifikowanych pracowników | Wiercenie studni w trudno dostępnych miejscach |
| Wiercenie udarowe | Szybko, tanio do płytkich otworów | Niezbyt głęboki, głośny, mocno się trzęsie | Płytkie dziury, znajdowanie minerałów |
| Wiercenie strumieniowe | Dobre na miękkie podłoże, bardzo dokładne | Głośno, niechlujnie, tylko na miękkim podłożu | Budowanie, sprawdzanie otoczenia |
| Wiercenie ślimakowe | Delikatny, dobry na płytkie zabrudzenia | Nie głęboko, nie na twardy grunt | Badania gleby, drobne prace ziemne |
Do sprawdzania naprężeń w metalach stosuje się inne metody, takie jak przyrostowe wiercenie otworów, wiercenie rdzeniowe pierścieniowe i wiercenie głębokich otworów (DHD). Wiercenie głębokich otworów jest najlepsze w przypadku grubych metalowych płyt i tulei, gdy trzeba sięgnąć głęboko. Metoda rdzenia pierścieniowego jest dobra w przypadku grubych części lub gdy chcesz zobaczyć naprężenia na dużym obszarze. W przypadku cienkich części wiercenie otworów i rdzeniowanie pierścieniowe są łatwiejsze i bardziej czułe.
Wiercenie głębokich otworów za pomocą wyrzutnika i wiercenie głębokich otworów z pojedynczą wargą są ważne w dzisiejszych fabrykach. Pracownicy wybierają najlepszy sposób na podstawie rozmiaru otworu, materiału i tego, jak dokładny musi być otwór.
Wskazówka: Aby uzyskać dobre rezultaty, zawsze wybieraj sposób wiercenia głębokich otworów, który najlepiej pasuje do danego zadania.
Wiertarki do głębokich otworów są bardzo ważne w wiele branż . Maszyny te wykonują otwory, których nie potrafią zwykłe wiertarki. Stosuje się je, gdy otwór musi być znacznie głębszy niż szeroki. Wiertarki do głębokich otworów są stosowane w przemyśle lotniczym, motoryzacyjnym, naftowo-gazowym i nie tylko.
Firmy lotnicze używają tych maszyn do wykonywania otworów w częściach samolotów. Wiercą otwory pod konstrukcję, połączenia, silniki i układy hydrauliczne. Maszyny te wykonują również otwory wtryskowe paliwa i otwory prowadzące. Typowymi częściami lotniczymi są wały wirników, tłoki, dysze, turbiny i podwozie. Wiercenie głębokich otworów pomaga zachować prostotę i dokładność tych części. Sterowanie CNC i automatyzacja pomagają upewnić się, że otwory są idealne pod względem bezpieczeństwa.
Wiertarki do głębokich otworów mogą wykonywać otwory do 100 razy głębsze niż szersze.
Fabryki lotnicze stosują wiercenie lufowe, wiercenie BTA i inne specjalne sposoby.
Maszyny te sprawdzają się zarówno w małych sklepach, jak i dużych fabrykach.
Fabryki samochodów korzystają z maszyn do wiercenia głębokich otworów w wałach korbowych, wtryskiwaczach paliwa i wałach przekładni. Maszyny te zapewniają dokładne wykonanie otworów w celu uzyskania mocnych i wydajnych części. Producenci samochodów potrzebują maszyn pracujących z wieloma metalami i kształtami. Specjalne narzędzia, takie jak wiertła wymienne z podkładkami prowadzącymi, pomagają w wykonywaniu prostych i gładkich otworów.
| Aspekt | Przemysł lotniczy i | samochodowy |
|---|---|---|
| Precyzja | Ekstremalna dokładność | Wysoka precyzja |
| Kluczowe części | Podwozie, kanały silnika | Układy paliwowe, skrzynia biegów |
| Zakres materiałów | Stopy lotnicze | Wiele metali i stopów |
Firmy naftowe i gazowe używają maszyn do wiercenia głębokich otworów do kołnierzy wiertniczych, kołnierzy do podnoszenia, pakerów, złączy i części zaworów. Maszyny te pracują z twardymi stalami i nadstopami. Narzędzia BTA wykonują duże otwory, podczas gdy wiertarki pistoletowe wykonują małe, dokładne otwory. Aby uzyskać lepsze wyniki, maszyny często korzystają z automatycznego podawania i systemów silnego chłodziwa.
| Komponent | Wymagania techniczne | Typowe zastosowanie |
|---|---|---|
| Kołnierze wiertnicze | Głębokie, proste otwory w twardych materiałach | Sprzęt do wiercenia ropy |
| Pręty/rdzenie zaworów | Drobna obróbka otworów | Systemy sterowania |
Inne gałęzie przemysłu również korzystają z wiertarek do głębokich otworów. Należą do nich medycyna, broń palna, hydraulika, energia, obrona i telekomunikacja. Prace te mogą być trudne ze względu na usuwanie wiórów, proste otwory i zużycie narzędzia. Chłodziwo pod wysokim ciśnieniem i specjalne narzędzia pomagają rozwiązać te problemy. Wiertarki CNC do głębokich otworów zapewniają wymaganą dzisiaj dokładność i elastyczność.
Wybór odpowiedniej wiertarki do głębokich otworów jest bardzo ważny. Dokładność maszyny, typ narzędzia, przepływ chłodziwa i konfiguracja mają znaczenie. Aby uzyskać dobre wyniki, każda branża musi wybrać najlepszą maszynę i metodę.
Wiercenie głębokich otworów przynosi dziś przemysłowi wiele korzyści. Firmy używają go, gdy potrzebują otworów znacznie głębszych niż szerokie. Ten sposób jest znany z tego, że jest bardzo dokładny i mocny.
Wiercenie głębokich otworów umożliwia wykonywanie prostych, głębokich otworów z wąskimi granicami. W przypadku długich otworów regularne wiercenie nie zawsze może być tak dokładne.
Maszyny te pracują szybciej w przypadku głębokich, cienkich otworów. Dobrze usuwają metal i odprowadzają wióry.
Wiercenie głębokich otworów może spowodować, że otwory będą znacznie głębsze niż ich szerokość. Nazywa się to wysokim stosunkiem głębokości do średnicy.
Wnętrze otworu jest gładsze niż przy zwykłym wierceniu. Jest to ważne w przypadku części hydraulicznych i lotniczych.
Proces ten zapewnia wytrzymałość materiału. Zmniejsza obciążenie części, co pomaga w przypadku twardych metali, takich jak tytan.
Maszyny mogą wykonywać specjalne kształty i skomplikowane otwory za jednym razem. Oszczędza to czas i kroki.
Wiercenie głębokich otworów jest stosowane w wielu dziedzinach, takich jak produkcja luf, form i wałów samolotów.
| kategorii korzyści | Opis |
|---|---|
| Precyzja i dokładność | Wiercenie głębokich otworów umożliwia wykonywanie głębokich, prostych otworów z wąskimi granicami. Jest to potrzebne w przypadku części samolotów i maszyn. |
| Ulepszone wykończenie powierzchni | Daje gładsze powierzchnie wewnętrzne niż zwykłe wiercenie. Ma to znaczenie w przypadku części hydraulicznych i samolotów. |
| Zwiększona integralność materiału | Zmniejsza naprężenia części, dzięki czemu materiał pozostaje mocny. Jest to dobre w przypadku twardych metali, takich jak tytan. |
| Skuteczne usuwanie materiału | Maszyny usuwają wióry i dobrze chłodzą narzędzie. Dzięki temu mogą wiercić szybciej i z mniejszą liczbą przestojów. |
| Możliwość wykonywania głębokich otworów | Potrafią wiercić otwory znacznie głębsze niż ich szerokość. Zwykłe ćwiczenia nie są w stanie tego zrobić. |
| Wszechstronność | Wiercenie głębokich otworów jest wykorzystywane w wielu pracach, takich jak lufy broni, formy i wały samolotów. |
| Złożone geometrie | Nowe sposoby umożliwiają maszynom wykonywanie otworów o skomplikowanych kształtach w jednym przejściu. Oznacza to, że potrzeba mniej kroków. |
Nowoczesne wiertarki do głębokich otworów wykorzystują inteligentne sterowanie. Elementy sterujące pomagają utrzymać stabilne wiercenie oraz sprawiają, że praca jest szybsza i dokładniejsza. Na przykład narzędzia i czujniki laserowe pomagają kierować wiertłem i zapobiegać błędom.
Wskazówka: wywiercenie najpierw małego otworu centralnego, a następnie rozwiercenie może sprawić, że otwór będzie dokładniejszy i gładszy.
Wiercenie głębokich otworów stwarza pewne problemy w fabrykach. Pracownicy muszą na nie zwracać uwagę, aby maszyny działały dobrze.
Maszyny mogą się zepsuć, na przykład wykręcić, złamać rury lub pęknąć. Rury mogą również ulegać zmęczeniu i zapadaniu się.
Naprężenia wynikające z użytkowania, takie jak powtarzająca się siła, mogą z czasem osłabić części.
Problemy chemiczne, takie jak rdza, mogą uszkodzić sprzęt.
Rury mogą utknąć lub mieć zerwane gwinty. Są to typowe problemy z maszyną.
Przez pomyłkę użycie zbyt dużej siły może spowodować uszkodzenie rzeczy.
Twarde podłoże może spowodować niestabilność otworu i uniemożliwić wiercenie.
Problemy z płynami, takie jak utrata płuczki wiertniczej, mogą powodować problemy.
Aby zapobiec tym problemom, firmy korzystają z inteligentnych systemów sterowania. Systemy te obserwują proces i natychmiast powiadamiają. Ostrzegają pracowników o zabrudzonych filtrach lub zakleszczeniach wiórów. Czyszczenie, sprawdzanie i naprawianie maszyn często pomaga zatrzymać awarie. Pracownicy powinni szukać zużytych części, używać odpowiedniego oleju i prowadzić dobrą dokumentację. Szkolenie pracowników w zakresie obsługi i konserwacji maszyn pomaga również zapobiec wielu problemom.
Uwaga: obserwacja takich czynników jak siła, ciśnienie i prędkość pomaga wcześnie wykryć problemy. Dzięki temu wiercenie głębokich otworów będzie bezpieczne i skuteczne.
Wiertarki do głębokich otworów są ważne w przypadku prac wymagających głębokich i dokładnych otworów. Pracownicy muszą znać różne typy maszyn i etapy wiercenia. Nowe narzędzia, takie jak pomiar laserowy i kontrola podczas wiercenia, bardzo pomagają. Narzędzia te sprawiają, że otwory są dokładniejsze i oszczędzają czas. Firmy mogą wybrać wiercenie, BTA lub inne sposoby swojej pracy.
Eksperci zalecają, aby zacząć od otworu prowadzącego, zastosować odpowiednie chłodziwo i postępować zgodnie z instrukcjami prawidłowego usuwania wiórów, aby uzyskać najlepsze rezultaty.
A Wiertarka do głębokich otworów wykonuje otwory znacznie głębsze niż szerokie. Maszyny te pomagają fabrykom wykonywać proste i dokładne otwory w częściach metalowych. Wykorzystuje się je do produkcji silników, narzędzi medycznych i części samolotów.
Chłodziwo zapobiega nadmiernemu nagrzaniu wiertła. Usuwa również metalowe wióry z otworu. Dzięki temu narzędzie nie pęka. Chłodziwo pomaga maszynie wykonywać gładsze i dokładniejsze otwory.
Wiertarki do głębokich otworów mogą wiercić wiele rodzajów metalu. Pracują ze stalą, aluminium, tytanem i stopami specjalnymi. Rodzaj maszyny i narzędzia zależy od twardości i grubości metalu.
W przemyśle stosuje się wiercenie lufowe do małych i dokładnych otworów. Wybierają Wiercenie BTA do większych i głębszych otworów. Każdy sposób ma swoją własną prędkość, dokładność i mocne strony w usuwaniu wiórów.
Pracownicy często sprawdzają przepływ chłodziwa i zużycie narzędzi. Obserwują także ustawienia maszyny, aby wcześnie wykryć problemy. Czujniki i inteligentne elementy sterujące pomagają szybko znajdować problemy. Czyszczenie i pielęgnacja maszyny zapobiega awariom.








