


مناظر: 0 مصنف: سائٹ ایڈیٹر اشاعت کا وقت: 2025-07-30 اصل: سائٹ













ایک گہرا سوراخ کرنے والی مشین دھاتی حصوں میں لمبے، عین مطابق سوراخ کرنے کے لیے نئی ٹیکنالوجی کا استعمال کرتی ہے۔ گہرے سوراخ کی کھدائی ان صنعتوں کے لیے اہم ہے جن کو چوڑے ہونے سے کہیں زیادہ لمبے سوراخ کی ضرورت ہوتی ہے۔ کار کمپنیاں انجن بلاکس اور شافٹ بنانے کے لیے گہرے سوراخ کرنے والی مشینوں کا استعمال کرتی ہیں۔ میڈیکل ڈیوائس بنانے والے ایمپلانٹس اور سرجری کے لیے ٹولز بنانے کے لیے گہرے سوراخ کی کھدائی کا استعمال کرتے ہیں۔ ایرو اسپیس اور آئل اینڈ گیس کمپنیاں بھی یہ مشینیں استعمال کرتی ہیں۔ گنڈریلنگ اور بی ٹی اے ایسا کرنے کے اہم طریقے ہیں۔
ایشیا بحرالکاہل کا علاقہ گہرے سوراخ کرنے والی مشینوں کے لیے سرفہرست مارکیٹ ہے، اور چین اس مارکیٹ کو بڑھنے میں مدد کرتا ہے۔
| صنعتی شعبے کی | درخواست کی مثال |
|---|---|
| آٹوموٹو | انجن کے بلاکس، شافٹ |
| میڈیکل | امپلانٹس، جراحی کے اوزار |
| ایرو اسپیس | صحت سے متعلق اجزاء |
| تیل اور گیس | سوراخ کرنے کا سامان |
گہرے سوراخ کی سوراخ کرنے والی مشینیں لمبے، درست سوراخ کرتی ہیں۔ باقاعدہ مشقیں ایسا نہیں کر سکتیں۔ یہ مشینیں خصوصی اوزار استعمال کرتی ہیں۔ وہ ہائی پریشر کولنٹ بھی استعمال کرتے ہیں۔ کولنٹ مشقوں کو ٹھنڈا رکھتا ہے۔ یہ چپس کو دور کرنے میں بھی مدد کرتا ہے۔
گنڈریلنگ چھوٹے، عین مطابق سوراخوں کے لیے بہترین ہے۔ بڑے، گہرے سوراخوں کے لیے BTA ڈرلنگ تیز تر ہے۔ صحیح طریقہ سوراخ کے سائز اور مواد پر منحصر ہے.
کولنٹ سسٹم اور چپ ہٹانا بہت اہم ہیں۔ وہ اوزاروں کو ٹوٹنے سے روکتے ہیں۔ وہ سوراخوں کو بھی ہموار رکھتے ہیں۔ کارکنوں کو کولنٹ کے بہاؤ کو دیکھنا چاہیے۔ انہیں اکثر ٹول پہننے کی بھی جانچ کرنی چاہیے۔
جدید ڈیپ ہول ڈرلنگ مشینیں سمارٹ کنٹرول استعمال کرتی ہیں۔ وہ آٹومیشن بھی استعمال کرتے ہیں۔ اس سے کام کو زیادہ درست اور تیز بنانے میں مدد ملتی ہے۔ یہ کام کو بھی محفوظ بناتا ہے۔ بہت سی صنعتیں ان مشینوں کو استعمال کرتی ہیں۔ کچھ ایرو اسپیس، آٹوموٹو، اور تیل اور گیس ہیں۔
درست سیٹ اپ کے اقدامات پر عمل کرنا ضروری ہے۔ اس میں پائلٹ سوراخ بنانا شامل ہے۔ اس کا مطلب صحیح ڈرل اور کولنٹ کا استعمال کرنا بھی ہے۔ ایسا کرنے سے سوراخ کا بہتر معیار ملتا ہے۔ یہ ٹولز کو زیادہ دیر تک چلنے میں بھی مدد کرتا ہے۔
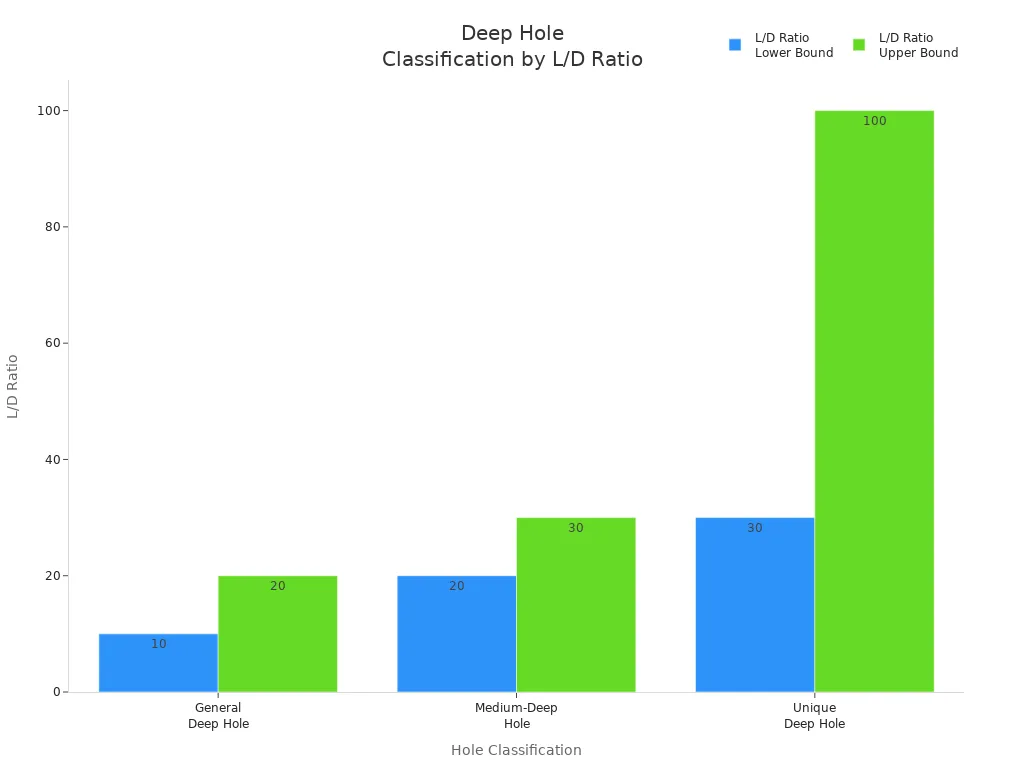
گہرے سوراخ کی کھدائی سے سوراخ چوڑے ہونے سے کہیں زیادہ گہرے ہوتے ہیں۔ فیکٹریوں میں، ایک سوراخ 'گہرا' ہوتا ہے اگر وہ اس کی چوڑائی سے دس گنا زیادہ گہرا ہو۔ اسے لمبائی سے قطر (L/D) تناسب کہا جاتا ہے۔ جب L/D تناسب بڑھ جاتا ہے، ڈرلنگ مشکل ہو جاتی ہے۔ ڈیپ ہول ڈرلنگ کرنے کے کچھ طریقے سنگل لپ ڈیپ ہول ڈرلنگ، گنڈرلنگ، اور BTA ڈرلنگ ہیں۔ یہ طریقے کارکنوں کو دھات میں سیدھے اور عین مطابق سوراخ کرنے میں مدد کرتے ہیں۔
| درجہ بندی | L/D تناسب کی حد کی | تفصیل / مشینی طریقہ |
|---|---|---|
| جنرل ڈیپ ہول | 10 - 20 | عام طور پر ڈرلنگ مشینوں یا لیتھز پر لمبی موڑ کی مشقوں کے ساتھ بنائی جاتی ہے۔ |
| درمیانی گہرا سوراخ | 20 - 30 | اکثر خراد پر بنایا جاتا ہے۔ |
| منفرد گہرا سوراخ | 30 - 100 | گہرے سوراخ کرنے والی مشینوں یا گہرے سوراخ والے ڈرلز کے ساتھ خصوصی ٹولز کی ضرورت ہے۔ |
اے گہرے سوراخ کی ڈرلنگ مشین اعلی L/D تناسب کے ساتھ کام کرنے کے لیے نئی ٹیکنالوجی کا استعمال کرتی ہے۔ یہ عمل انجن کے بلاکس، میڈیکل امپلانٹس اور ہوائی جہاز کے پرزے بنانے کے لیے استعمال ہوتا ہے۔ ان کاموں کے لیے گنڈریلنگ مشینیں اور سنگل لپ ڈیپ ہول ڈرلنگ عام ہیں۔
ڈیپ ہول ڈرلنگ مشینیں عام ڈرلنگ مشینوں سے مختلف ہوتی ہیں کیونکہ ان میں خاص خصوصیات ہوتی ہیں۔ وہ ڈرل کو ٹھنڈا رکھنے اور چپس کو دور کرنے کے لیے ہائی پریشر کولنٹ کا استعمال کرتے ہیں۔ بہت سی مشینیں گائیڈ پیڈ کے ساتھ سنگل ہونٹ ڈیپ ہول ڈرلنگ ٹولز استعمال کرتی ہیں۔ گائیڈ پیڈ ٹول کو سیدھا رہنے اور سوراخ کی دیوار کو ہموار بنانے میں مدد کرتے ہیں۔
گہرے سوراخ کی سوراخ کرنے والی مشینیں L/D تناسب کے ساتھ 100 یا اس سے زیادہ تک کام کر سکتی ہیں۔
CNC کنٹرول مشین کو درستگی اور آٹومیشن کے ساتھ ڈرل کرنے میں مدد کرتے ہیں۔
خصوصی سپنڈلز اور فیڈ سسٹم ڈرل کو احتیاط سے حرکت دیتے ہیں۔
ہائی پریشر آئل سسٹم ڈرل کو ٹھنڈا اور صاف رکھتے ہیں۔
سمارٹ کنٹرول سسٹم ضرورت کے مطابق رفتار، فیڈ اور کولنٹ کے بہاؤ کو تبدیل کرتے ہیں۔
کچھ مشینیں بہتر کولنٹ کے بہاؤ کے لیے ڈبل ٹیوب سسٹم استعمال کرتی ہیں۔
ٹول ٹوٹنے کی جانچ اور ورک پیس کو پکڑنے کے بہت سے طریقے چیزوں کو محفوظ اور تیز تر بناتے ہیں۔
نئی ڈیپ ہول ڈرلنگ مشینوں میں بہتر کنٹرولز، مضبوط ٹول میٹریل اور زیادہ آٹومیشن ہوتی ہے۔ یہ اپ ڈیٹس کارکنوں کو گہرائی، تیز، اور زیادہ درست طریقے سے ڈرل کرنے میں مدد کرتی ہیں۔
گنڈرلنگ مشینیں اور سنگل ہونٹ گہرے سوراخ کی ڈرلنگ اعلی درستگی اور ہموار سوراخ دیتی ہے۔ گہری سوراخ کرنے والی مشینیں بڑے سوراخ اور بہت لمبے سوراخ بنا سکتی ہیں۔ یہ انہیں بہت سی ملازمتوں کے لیے اہم بناتا ہے۔ گہرے سوراخ کی کھدائی بہتر ہوتی رہتی ہے، لہذا نتائج اور رفتار بہتر ہوتی ہے۔

تکلا اور ڈرل سر کے اہم حصے ہیں۔ گہرے سوراخ کی سوراخ کرنے والی مشینیں ان کا ڈیزائن متاثر کرتا ہے کہ سوراخ کتنے سیدھے اور ہموار ہیں۔ بہت سی مشینوں میں ایک ہیڈ اسٹاک ہوتا ہے جو مختلف طریقوں سے جھک سکتا ہے اور مڑ سکتا ہے۔ اس سے کارکنوں کو کئی زاویوں پر ڈرل کرنے اور مزید جگہوں تک پہنچنے میں مدد ملتی ہے۔ یہ خصوصیات ڈرلنگ کو زیادہ درست بناتی ہیں اور ملازمتیں تبدیل کرتے وقت وقت کی بچت کرتی ہیں۔
گیئرڈ ٹرانسمیشنز اور 50-ٹیپر اسپنڈلز مضبوط ڈرلنگ میں مدد کرتے ہیں، جیسے گنڈرلنگ اور BTA ڈرلنگ۔
سروو سے چلنے والے بال سکرو ٹول کو مستحکم قوت اور بغیر کسی ڈھیل کے دھکیلتے ہیں۔ یہ ٹول کو زیادہ دیر تک چلنے میں مدد کرتا ہے اور سوراخ کے نیچے کو ہموار بناتا ہے۔
اعلی درستگی والے حصے جیسے شیشے کے ترازو، لیزر پری سیٹنگ، اور ورک پیس پروبنگ سوراخوں کو درست رکھنے میں مدد کرتے ہیں۔
ڈیزائن سخت رواداری کو برقرار رکھتا ہے، کارکنوں کو مزید کام کرنے میں مدد کرتا ہے، اور یہ یقینی بناتا ہے کہ سوراخ ہر بار اچھے ہوں۔
بہترین نتائج کے لیے گہرے سوراخ کی سوراخ کرنے والے ٹولز کو سپنڈل اور ڈرل ہیڈ کو فٹ کرنے کی ضرورت ہے۔ ایجیکٹر گہرے سوراخ کی ڈرلنگ کو بھی ان حصوں کی ضرورت ہوتی ہے تاکہ وہ اچھی طرح کام کریں اور مستحکم رہیں۔
کولنٹ اور چپ ہٹانے کے نظام گہرے سوراخ کی سوراخ کرنے والی مشینوں میں بہت اہم ہیں۔ مرکز کے ذریعے کولنٹ سسٹم ہائی پریشر کولنٹ کو ٹول ٹپ پر بھیجتے ہیں۔ اس سے چپس کو دھونے، ٹول کو ٹھنڈا کرنے اور ٹول کو زیادہ دیر تک چلنے میں مدد ملتی ہے۔
ٹیسٹ سے پتہ چلتا ہے کہ اندر اور باہر کولنٹ سسٹم والی CNC مشینیں چپس کو بہتر اور کم گرمی کو دور کرتی ہیں۔ کولنٹ کے ساتھ کم فریکوئنسی وائبریشن ڈرلنگ کاٹنے کو آسان بناتی ہے، ٹولز زیادہ دیر تک چلتے ہیں اور سوراخ بہتر نظر آتے ہیں۔
ڈرل کی شکل کو تبدیل کرنا، جیسے پوائنٹ اور ہیلکس اینگل، چپس کو باہر آنے میں مدد کرتا ہے۔
سپنڈل کے ذریعے ہائی پریشر کولنٹ چپس کو باہر دھکیلتا ہے اور رگڑ کو کم کرتا ہے۔
فیڈ کی شرح کو تبدیل کرنے سے چپس کو ہٹانا آسان ہوجاتا ہے۔
درجہ حرارت اور ہوا کو مستحکم رکھنے سے چپس اور کولنٹ کو صحیح طریقے سے کام کرنے میں مدد ملتی ہے۔
یہ سسٹم چپس کو پھنسنے اور ٹول کو توڑنے سے روکتے ہیں۔ وہ سوراخوں کو بہتر بناتے ہیں اور کارکنوں کو بغیر رکے گہرا ڈرل کرنے دیتے ہیں۔ ڈیپ ہول ڈرلنگ ٹولز اور ایجیکٹر ڈیپ ہول ڈرلنگ دونوں ان سسٹمز کے ساتھ بہتر کام کرتے ہیں۔
جدید کنٹرول سسٹم گہرے سوراخ سے ڈرلنگ مشینوں کو زیادہ درست طریقے سے اور خود کام کرنے میں مدد کرتے ہیں۔ خودکار ٹول تبدیل کرنے والے وقت بچاتے ہیں اور کارکنوں کو مزید کام کرنے میں مدد کرتے ہیں۔ IoT سینسر دیکھتے ہیں کہ مشین کیسے کام کرتی ہے اور مسائل کو بڑا ہونے سے پہلے ان کو حل کرنے میں مدد کرتی ہے۔ روبوٹ اور اے آئی مدد کرنے والی مشینیں لوگوں کی کم مدد سے کام کرتی ہیں اور ڈرلنگ کو زیادہ درست بناتی ہیں۔
CNC سسٹمز بڑی درستگی کے ساتھ ڈرلنگ کو کنٹرول کرتے ہیں۔ وہ کارکنوں کو بار بار بہت سی شکلوں اور گہرائیوں کو ڈرل کرنے دیتے ہیں۔
یہ سسٹم اس بات کو یقینی بناتے ہیں کہ ہر حصہ ایک جیسا ہے، جو بہت سے پرزے بناتے وقت اہم ہے۔
جدید کنٹرولز ڈرلنگ کا انتظام کرنے، ٹول موڑنے جیسے مسائل کو حل کرنے اور چیزوں کو ٹھنڈا رکھنے میں مدد کرتے ہیں۔
گہرے سوراخ کی سوراخ کرنے والے ٹولز ان سمارٹ کنٹرولز کے ساتھ بہترین کام کرتے ہیں۔ ایجیکٹر ڈیپ ہول ڈرلنگ بھی ان جدید کنٹرول سسٹمز سے بہتر نتائج حاصل کرتی ہے۔
کے لیے تیار ہو رہا ہے۔ گہرے سوراخ کی ڈرلنگ محتاط اقدامات کرتی ہے۔ کارکنوں کو کام کے لیے صحیح ڈرل کا انتخاب کرنا چاہیے۔ بندوق کی مشقیں چھوٹے، عین مطابق سوراخوں کے لیے اچھی ہیں۔ RC ڈرل بڑے سوراخوں کے لیے استعمال ہوتی ہیں۔ پہلا قدم ایک پائلٹ سوراخ بنانا ہے. یہ سوراخ مین ڈرل کی رہنمائی میں مدد کرتا ہے اور اسے ٹریک سے ہٹنے سے روکتا ہے۔ پائلٹ ڈرل کو صحیح ٹپ اینگل کی ضرورت ہے۔ اسٹیل کے لیے، 120° ٹپ اچھی طرح کام کرتی ہے۔ ایلومینیم کے لیے، 90° ٹپ بہتر ہے۔
ایک مضبوط کولنٹ سسٹم بہت اہم ہے۔ گہرے سوراخوں کے لیے کولنٹ کم از کم 1,000 PSI ہونا چاہیے۔ نوزلز کو کٹنگ ایج کے قریب ہونا ضروری ہے، تقریباً 5 ملی میٹر دور۔ کارکن ہر مواد کے لیے رفتار اور فیڈ کی شرح کو تبدیل کرتے ہیں۔ یہ گرمی اور آلے کے دباؤ کو کم کرنے میں مدد کرتا ہے۔ چپ ہٹانے کے نظام کو ترتیب دینا ضروری ہے۔ RC ڈرلز چپس میں مدد کے لیے مہر بند ٹیوبیں استعمال کرتی ہیں۔ بندوق کی مشقیں فلٹر شدہ کولنٹ کے ساتھ بہترین کام کرتی ہیں۔
گائیڈڈ بشنگ اور پائلٹ ہولز ڈرل کو سیدھا رکھتے ہیں۔ کارکن ٹارک اور کولنٹ کے دباؤ کو دیکھتے ہیں۔ یہ چیک ٹول کے ٹوٹنے یا ٹوٹنے کو جلد تلاش کرنے میں مدد کرتے ہیں۔ کچھ سیٹ اپ انتہائی گہرے سوراخوں کے لیے الٹراسونک ڈرلنگ یا خودکار فیڈ استعمال کرتے ہیں۔ ٹولز اور کولنٹ کی جانچ اکثر ڈرلنگ کے عمل کو مستحکم رکھتی ہے۔
| پیرامیٹر زمرہ | کلیدی سیٹ اپ پیرامیٹرز | کا اثر گہرے سوراخ کی ڈرلنگ کی کامیابی پر |
|---|---|---|
| مشینی پیرامیٹرز | فیڈ کی شرح، کاٹنے کی رفتار، ڈرل قطر | سوراخ کے معیار، کارکردگی، اور آلے کی زندگی کو یقینی بناتا ہے۔ |
| کولنٹ سسٹم | ہائی پریشر کولنٹ، عین مطابق بہاؤ کنٹرول | موثر کولنگ اور چپ ہٹانا |
| ٹول ڈیزائن | بندوق کی مشقیں، اندرونی کولنٹ چینلز | انحراف کو کم کرتا ہے، ختم اور درستگی کو بہتر بناتا ہے۔ |
| مشین سیٹ اپ | سختی، چپ انخلاء کی صلاحیت | استحکام اور درستگی کو برقرار رکھتا ہے۔ |
| اضافی کنٹرولز | فلٹریشن، درجہ حرارت کنٹرول، نوزل پوزیشننگ | پہننے اور زیادہ گرم ہونے سے روکتا ہے۔ |
| ہول گائیڈنس | پائلٹ سوراخ، گائیڈڈ بشنگ | انحراف کو کم کرتا ہے، درستگی کو بہتر بناتا ہے۔ |
| اعلی درجے کی تکنیک | خودکار فیڈ، الٹراسونک کی مدد سے ڈرلنگ | آلے کی زندگی اور کارکردگی کو بڑھاتا ہے۔ |
ٹپ: ڈرلنگ سے پہلے ہمیشہ کولنٹ فلٹرز اور درجہ حرارت چیک کریں۔ صاف، ٹھنڈا سیال کام کو محفوظ اور درست رکھتا ہے۔
گہرے سوراخ کی کھدائی کچھ مراحل کی پیروی کرتی ہے۔ ہر قدم اس بات کو یقینی بنانے میں مدد کرتا ہے کہ سوراخ گہرا اور سیدھا ہے۔
کارکن ڈرلنگ کا طریقہ چن رہے ہیں۔ وہ کام کے لیے گن ڈرلنگ یا BTA ڈرلنگ کا انتخاب کرتے ہیں۔
وہ مشین تیار کر لیتے ہیں۔ مشین کو مستحکم اور سیدھی ڈرلنگ کے لیے سیٹ اپ ہونا چاہیے۔
خصوصی اوزار کاٹنے والے علاقے میں ہائی پریشر کولنٹ بھیجتے ہیں۔
پہلا مرحلہ پائلٹ ڈرل کا استعمال کرتا ہے۔ یہ مین ڈرل کے لیے راستہ بناتا ہے اور درستگی کے ساتھ مدد کرتا ہے۔
کارکن مین ڈرل یا مکس ڈرل پر سوئچ کرتے ہیں۔ یہ ٹول سوراخ کو صحیح سائز اور ہمواری بناتا ہے۔
ہائی پریشر کولنٹ کاٹنے کی جگہ پر جاتا ہے۔ یہ چیزوں کو ٹھنڈا رکھتا ہے اور چپس کو باہر منتقل کرنے میں مدد کرتا ہے۔
چپس ٹول کے ذریعے یا اس کے آگے نکلتی ہیں۔ یہ بندش کو روکتا ہے اور سوراخ کو صاف رکھتا ہے۔
کارکن رفتار، فیڈ، اور کولنٹ کے بہاؤ کو دیکھتے ہیں۔ وہ ان کو صحیح سوراخ کی گہرائی، سیدھا پن اور ختم کرنے کے لیے تبدیل کرتے ہیں۔
سوراخ کرنے کا عمل اس وقت ختم ہو جاتا ہے جب سوراخ کافی گہرا ہو اور اچھا لگ رہا ہو۔
ڈرلنگ کے دوران، کارکن ٹول پہننے اور کولنٹ کے بہاؤ کو چیک کرتے ہیں۔ وہ ڈرلنگ کو اچھی طرح سے جاری رکھنے کے لیے تبدیلیاں کرتے ہیں۔
گہرے سوراخ کی کھدائی میں چپ ہٹانا اور ٹھنڈا کرنا بہت اہم ہے۔ چپس سوراخ کو روک سکتی ہے اور اگر صحیح طریقے سے نہیں سنبھالی گئی تو ٹول کو توڑ سکتی ہے۔ کارکن کولنٹ کو سوراخ کے نیچے بھیجنے کے لیے کولنٹ سسٹم کے اندر استعمال کرتے ہیں۔ کولنٹ چپس کو اوپر دھکیلتا ہے اور کٹنگ ایج کو ٹھنڈا کرتا ہے۔
کولنٹ کا دباؤ اور بہاؤ سوراخ کے سائز اور گہرائی کے مطابق ہونا چاہیے۔ چھوٹے سوراخوں کو صرف 2 گیلن فی منٹ کی ضرورت ہو سکتی ہے۔ بڑے سوراخوں کو 350 گیلن فی منٹ سے زیادہ کی ضرورت پڑسکتی ہے۔ اچھے فلٹر کولنٹ کو صاف رکھتے ہیں۔ 20 اور 50 مائکرون کے درمیان فلٹرز چھوٹے بٹس پکڑتے ہیں۔ چلرز پمپ اور ٹولز کی حفاظت کے لیے کولنٹ کو صحیح درجہ حرارت پر رکھتے ہیں۔
کارکن کولنٹ کے دباؤ اور بہاؤ کو دیکھنے کے لیے سینسر استعمال کرتے ہیں۔ یہ سینسر ٹول کے پہننے یا ٹوٹنے کا پتہ لگا سکتے ہیں۔ اگر کچھ غلط ہو جاتا ہے، تو نظام نقصان سے بچنے کے لیے ڈرلنگ روک سکتا ہے۔ کچھ مشینیں خصوصی کولنٹ کنٹرول استعمال کرتی ہیں۔ یہ کنٹرول بہترین نتائج کے لیے ضرورت کے مطابق دباؤ اور بہاؤ کو تبدیل کرتے ہیں۔
ڈرل کی شکل چپ کو ہٹانے میں بھی مدد کرتی ہے۔ سنگل مارجن کی مشقیں طویل چپکنے والے مواد میں چپس کے لیے مزید گنجائش فراہم کرتی ہیں۔ ڈبل مارجن کی مشقیں سوراخ کو سیدھا کرتی ہیں لیکن چپس کے لیے کم جگہ دیتی ہیں۔ فلوٹنگ سیکنڈ مارجن توازن کی درستگی اور چپ کو ہٹانے میں مدد کرتے ہیں۔
نوٹ: اچھی چپ ہٹانا اور کولنگ گہرے سوراخ کی ڈرلنگ کو محفوظ اور تیز رکھتی ہے۔ نیا کام شروع کرنے سے پہلے ہمیشہ کولنٹ کے بہاؤ اور فلٹرز کو چیک کریں۔
گنڈریلنگ گہرے سوراخ کرنے کا ایک بہت درست طریقہ ہے۔ یہ ایک لمبا، پتلا ٹول استعمال کرتا ہے جس میں کولنٹ کے لیے ایک سوراخ اور چپس کے لیے ایک نالی ہوتی ہے۔ مشین آلے کے مرکز کے ذریعے کولنٹ کو دھکیلتی ہے۔ کولنٹ چپس کو نالی کے ساتھ واپس دھوتا ہے۔ یہ ڈرل کو ٹھنڈا اور صاف رکھتا ہے۔
گنڈریلنگ چھوٹے سوراخوں کے لیے بہترین ہے جنہیں بہت سیدھا اور ہموار ہونا ضروری ہے۔ کار، ہوائی جہاز، اور طبی کمپنیاں انجن کے بلاکس، ٹولز اور چھوٹے پرزوں کے لیے گنڈرلنگ کا استعمال کرتی ہیں۔ گنڈریلنگ سوراخ سے تین سے سو گنا زیادہ چوڑا بنا سکتی ہے۔ جب آپ کو اچھی تکمیل کے ساتھ سیدھے سوراخ کی ضرورت ہو تو یہ اچھا بناتا ہے۔
گنڈریلنگ بہت درست ہو سکتی ہے، تقریباً 0.0005 انچ فی انچ یا اس سے بھی بہتر اگر صحیح ترتیب دی جائے۔
گنڈرلنگ مشینیں اکثر سنگل ہونٹ ڈیپ ہول ڈرلنگ ٹولز استعمال کرتی ہیں۔ یہ ٹولز ڈرل کی رہنمائی اور اسے سیدھا رکھنے میں مدد کرتے ہیں۔ اس کام کے لیے ہائی پریشر آئل کولنٹ کی ضرورت ہے۔ دوسرے کولنٹ بھی کام نہیں کرتے۔ کارکن عام طور پر ڈرل سے تھوڑا بڑا پائلٹ سوراخ سے شروع کرتے ہیں۔ یہ ٹول کی رہنمائی میں مدد کرتا ہے اور اسے راستے سے ہٹنے سے روکتا ہے۔
گنڈرلنگ کے بہت سے اچھے نکات ہیں:
بہت درست اور ایک ہی چیز کو بار بار کر سکتا ہے۔
بغیر کسی کھردرے کناروں اور اندر سے ہموار سوراخ بناتا ہے۔
سوراخوں میں خاص شکلیں بنا سکتے ہیں جو پورے راستے میں نہیں جاتے ہیں۔
لیکن گنڈرلنگ تقریباً 50Rc سختی تک کے مواد کے ساتھ بہترین کام کرتی ہے۔ مشکل چیزوں کو سست رفتار کی ضرورت ہوتی ہے اور ٹول تیزی سے ختم ہوجاتا ہے۔ بہت لمبی مشقوں کو اضافی مدد کی ضرورت ہوتی ہے تاکہ وہ ٹوٹ نہ جائیں۔ زیادہ کولنٹ پریشر والی نرم دھاتوں کے لیے دو بانسری گنڈرلز استعمال کی جاتی ہیں۔
| پہلو کی | تفصیلات |
|---|---|
| عام ایپلی کیشنز | آتشیں اسلحے، کاریں، ہوائی جہاز، طبی آلات، ڈیز، ہائیڈرولکس، نیومیٹکس |
| کلیدی فوائد | بہت درست، ہموار سوراخ، کوئی burrs، دوبارہ قابل نتائج |
| مشین انٹیگریشن | CNC مشینوں، لیتھز، ملز پر کام کرتا ہے۔ ہائی پریشر کولنٹ کی ضرورت ہے۔ |
| حدود | صرف نرم مواد کے لیے، پائلٹ ہولز کی ضرورت ہے، آئل کولنٹ کا استعمال کرنا چاہیے، لمبی مشقوں کے لیے سپورٹ کی ضرورت ہے |
| ٹول لائف فیکٹرز | کولنٹ کی قسم، دباؤ، رفتار، فیڈ، مشین سیٹ اپ |
| خصوصی ٹولنگ نوٹس | نرم دھاتوں کے لیے دو بانسری گنڈرلز؛ خصوصی ملازمتوں کے لئے خصوصی شکلیں |
| غیر موزوں حالات | جب رفتار درستگی سے زیادہ اہمیت رکھتی ہو تو ٹوئسٹ ڈرلز کا استعمال کریں۔ |
جب آپ کو سیدھے، ہموار سوراخ کی ضرورت ہو تو گنڈریلنگ ٹوئسٹ ڈرلنگ سے بہتر ہے۔ اگر آپ کو کامل سوراخوں کی ضرورت نہیں ہے تو موڑ کی مشقیں تیز ہوتی ہیں۔
بی ٹی اے، یا بورنگ اینڈ ٹریپیننگ ایسوسی ایشن ڈرلنگ، گہرے سوراخ کرنے کا ایک اور طریقہ ہے۔ BTA مشینیں ایک کھوکھلی ٹیوب کا استعمال کرتی ہیں جس میں کٹر سر ہوتا ہے جس پر پیچ ہوتا ہے۔ کولنٹ ٹیوب کے باہر بہتا ہے۔ چپس ٹیوب کے وسط سے گزرتی ہیں۔ اس سے چپس کو ہٹانے اور آلے کو ٹھنڈا کرنے میں مدد ملتی ہے، خاص طور پر بڑے سوراخوں کے لیے۔
بی ٹی اے ڈرلنگ 20 ملی میٹر سے 200 ملی میٹر چوڑے سوراخوں کے لیے بہترین ہے۔ اسے خاص مشینوں کی ضرورت ہے جو آلے اور حصے دونوں کو مختلف سمتوں میں گھما سکے۔ یہ ڈرلنگ کو زیادہ مستحکم اور درست بناتا ہے۔
BTA ڈرلنگ تیز ہے اور بڑے، گہرے سوراخوں کے لیے گنڈریلنگ سے زیادہ تیزی سے خوراک دے سکتی ہے۔
BTA سنگل ٹیوب سسٹم استعمال کرتا ہے۔ کولنٹ ٹیوب کے ارد گرد جاتا ہے، اور چپس مرکز سے باہر آتے ہیں. یہ آلے کو ہلنے سے روکتا ہے اور سخت دھاتوں میں بھی اسے مضبوط رہنے میں مدد کرتا ہے۔ بی ٹی اے ہموار، سیدھے سوراخ کرتا ہے اور بہت سے پرزے بنانے کے لیے اچھا ہے۔
بی ٹی اے ڈرلنگ تیل اور گیس، بڑی مشینوں اور ہوائی جہازوں میں استعمال ہوتی ہے۔ ان ملازمتوں کو سخت دھاتوں میں بڑے، گہرے سوراخوں کی ضرورت ہوتی ہے۔ BTA مشینیں زیادہ دیر تک چلتی ہیں اور کئی قسم کے مواد کے ساتھ کام کر سکتی ہیں۔
| اسپیکٹ | گن ڈرلنگ | BTA ڈرلنگ |
|---|---|---|
| ٹولنگ | ایک کولنٹ سوراخ اور چپس کے لیے ایک نالی والا لمبا، پتلا ٹول | ایک کٹر سر کے ساتھ کھوکھلی ٹیوب جس پر پیچ ہوتا ہے۔ |
| کولنٹ کا بہاؤ | کولنٹ ٹول کے مرکز سے گزرتا ہے۔ | کولنٹ ٹیوب کے باہر بہتا ہے۔ |
| چپ انخلاء | چپس باہر کی نالی کے ساتھ ساتھ حرکت کرتی ہیں۔ | چپس ٹیوب کے مرکز سے گزرتی ہیں۔ |
| عام سوراخ قطر | چھوٹے سوراخ، خصوصی یا کچھ CNC مشینیں استعمال کرسکتے ہیں۔ | بڑے سوراخ (20-200mm)، خصوصی اوزار اور مشینوں کی ضرورت ہے |
| مشین کی ضروریات | لیتھز یا خصوصی مشینیں استعمال کر سکتے ہیں؛ گھومنے والا آلہ یا حصہ | خصوصی مشینوں کی ضرورت ہے جو ٹول اور پارٹ دونوں کو گھمائیں۔ |
| گہرائی سے قطر کا تناسب | بہت گہرے سوراخ کر سکتے ہیں، 400:1 تک | تیزی سے ڈرلنگ کے ساتھ بڑے سوراخوں کے لیے استعمال کیا جاتا ہے۔ |
بڑے، گہرے سوراخوں کے لیے BTA ڈرلنگ تیز اور بہتر ہے۔ گنڈریلنگ چھوٹے، عین مطابق سوراخوں کے لیے بہترین ہے لیکن بڑے کاموں کے لیے سست ہے۔ دونوں طریقے ایسی مشینوں کا استعمال کرتے ہیں جو بہتر سوراخ کے لیے ٹول اور حصے کو گھما سکتی ہیں۔
گنڈریلنگ اور بی ٹی اے کے علاوہ گہرے سوراخ کرنے کے اور بھی طریقے ہیں۔ نکالنے والا گہرے سوراخ کی ڈرلنگ میں دو ٹیوبیں استعمال ہوتی ہیں۔ کولنٹ ٹیوبوں کے درمیان جاتا ہے، اور چپس اندر کی ٹیوب سے گزرتی ہیں۔ یہ درمیانے سائز کے سوراخوں کے لیے اچھی طرح کام کرتا ہے اور چپس کو اچھی طرح سے ہٹاتا ہے۔
سنگل ہونٹ ڈیپ ہول ڈرلنگ بھی عام ہے۔ یہ ایک کٹنگ ایج اور گائیڈ پیڈ کے ساتھ ایک ٹول استعمال کرتا ہے۔ یہ طریقہ اعلی درستگی اور ایک ہموار تکمیل دیتا ہے، جیسے گنڈرلنگ۔ کار اور ہوائی جہاز بنانے والے سنگل ہونٹ ڈیپ ہول ڈرلنگ کا بہت استعمال کرتے ہیں۔
گہرے سوراخ کی کھدائی کے کچھ خاص طریقے ڈائمنڈ روٹری ڈرلنگ، پرکیشن ڈرلنگ، جیٹ ڈرلنگ، اور اوجر ڈرلنگ ہیں۔ ہر راستے کے اپنے اچھے نکات ہوتے ہیں اور اسے خصوصی ملازمتوں کے لیے استعمال کیا جاتا ہے:
| طریقہ کے | فوائد | نقصانات | ترجیحی منظرنامے / درخواستیں |
|---|---|---|---|
| ڈائمنڈ روٹری ڈرلنگ | طویل عرصے تک رہتا ہے، سخت چٹان کے لیے اچھا ہے۔ | زیادہ لاگت آتی ہے، خصوصی آلات کی ضرورت ہوتی ہے۔ | ہارڈ راک نوکریاں |
| دشاتمک روٹری ڈرلنگ | زاویوں پر ڈرل کر سکتے ہیں | کرنا مشکل ہے، ہنر مند کارکنوں کی ضرورت ہے۔ | مشکل جگہوں پر کنویں کی کھدائی |
| ٹککر ڈرلنگ | تیز، اتلی سوراخ کے لئے سستا | گہرا نہیں، شور، بہت ہلاتا ہے۔ | اتلی سوراخ، معدنیات کی تلاش |
| جیٹ ڈرلنگ | نرم زمین کے لیے اچھا، بہت درست | بلند، گندا، صرف نرم زمین کے لیے | عمارت بنانا، ماحول کی جانچ کرنا |
| Auger ڈرلنگ | نرم، اتلی گندگی کے لیے اچھا ہے۔ | گہری نہیں، سخت زمین کے لیے نہیں۔ | مٹی کی جانچ، کھدائی کے چھوٹے کام |
دیگر طریقے جیسے انکریمنٹل ہول ڈرلنگ، رِنگ کور، اور ڈیپ ہول ڈرلنگ (DHD) دھاتوں میں تناؤ کو چیک کرنے کے لیے استعمال کیے جاتے ہیں۔ جب آپ کو گہرائی میں جانے کی ضرورت ہو تو دھات کی موٹی پلیٹوں اور آستینوں کے لیے گہرے سوراخ کی کھدائی بہترین ہے۔ گھنے حصوں کے لیے یا جب آپ کسی بڑے علاقے پر دباؤ دیکھنا چاہتے ہیں تو انگوٹھی کا بنیادی طریقہ اچھا ہے۔ پتلے حصوں کے لیے، سوراخ کی سوراخ کرنے والی اور رنگ کور آسان اور زیادہ حساس ہیں۔
ایجیکٹر ڈیپ ہول ڈرلنگ اور سنگل لپ ڈیپ ہول ڈرلنگ دونوں آج فیکٹریوں میں اہم ہیں۔ کارکن سوراخ کے سائز، مواد، اور سوراخ کے درست ہونے کی ضرورت کی بنیاد پر بہترین طریقہ منتخب کرتے ہیں۔
مشورہ: اچھے نتائج کے لیے ہمیشہ گہرا سوراخ کرنے کا طریقہ منتخب کریں جو کام کے لیے بہترین ہو۔
ڈیپ ہول ڈرلنگ مشینیں بہت اہم ہیں۔ سی صنعتیں بہت یہ مشینیں ایسے سوراخ بناتی ہیں جو باقاعدہ مشقیں نہیں کر سکتیں۔ وہ اس وقت استعمال کیے جاتے ہیں جب سوراخ چوڑا ہونے سے کہیں زیادہ گہرا ہو۔ ڈیپ ہول ڈرلنگ مشینیں ایرو اسپیس، آٹوموٹو، تیل اور گیس وغیرہ میں استعمال ہوتی ہیں۔
ایرو اسپیس کمپنیاں ان مشینوں کو ہوائی جہاز کے پرزوں میں سوراخ کرنے کے لیے استعمال کرتی ہیں۔ وہ ساخت، کنکشن، انجن، اور ہائیڈرولک نظام کے لیے سوراخ کرتے ہیں۔ یہ مشینیں فیول انجیکشن ہول اور گائیڈ ہولز بھی بناتی ہیں۔ عام ایرو اسپیس حصے روٹر شافٹ، پسٹن، نوزلز، ٹربائنز اور لینڈنگ گیئر ہیں۔ گہرے سوراخ کی کھدائی سے ان حصوں کو سیدھے اور درست رہنے میں مدد ملتی ہے۔ CNC کنٹرول اور آٹومیشن اس بات کو یقینی بنانے میں مدد کرتے ہیں کہ سوراخ حفاظت کے لیے بہترین ہیں۔
گہرے سوراخ کرنے والی مشینیں چوڑے سے 100 گنا گہرے سوراخ بنا سکتی ہیں۔
ایرو اسپیس فیکٹریاں گنڈرلنگ، بی ٹی اے ڈرلنگ اور دیگر خاص طریقے استعمال کرتی ہیں۔
یہ مشینیں چھوٹی دکانوں اور بڑی فیکٹریوں دونوں میں کام کرتی ہیں۔
کار فیکٹریاں کرینک شافٹ، فیول انجیکٹر، اور ٹرانسمیشن شافٹ کے لیے گہرے سوراخ کرنے والی مشینیں استعمال کرتی ہیں۔ یہ مشینیں اس بات کو یقینی بناتی ہیں کہ مضبوط اور موثر حصوں کے لیے سوراخ بالکل درست ہیں۔ کار بنانے والوں کو ایسی مشینوں کی ضرورت ہوتی ہے جو بہت سی دھاتوں اور اشکال کے ساتھ کام کرتی ہوں۔ خاص ٹولز، جیسے گائیڈ پیڈ کے ساتھ انڈیکس ایبل گنڈرلز، سوراخوں کو سیدھا اور ہموار بنانے میں مدد کرتے ہیں۔
| پہلو | ایرو اسپیس | آٹوموٹو |
|---|---|---|
| صحت سے متعلق | انتہائی درستگی | اعلی صحت سے متعلق |
| کلیدی حصے | لینڈنگ گیئر، انجن چینلز | ایندھن کے نظام، ٹرانسمیشن |
| مواد کی حد | ایرو اسپیس مرکب | بہت سی دھاتیں اور مرکب |
تیل اور گیس کمپنیاں ڈرل کالر، لفٹنگ کالر، پیکرز، کنیکٹرز، اور والو کے پرزوں کے لیے گہرے سوراخ سے ڈرلنگ مشینیں استعمال کرتی ہیں۔ یہ مشینیں سخت اسٹیل اور سپر اللویز کے ساتھ کام کرتی ہیں۔ BTA ٹولز بڑے سوراخ بناتے ہیں، جبکہ بندوق کی مشقیں چھوٹے، عین مطابق سوراخ کرتی ہیں۔ بہتر نتائج کے لیے مشینیں اکثر خودکار فیڈنگ اور مضبوط کولنٹ سسٹم استعمال کرتی ہیں۔
| اجزاء | تکنیکی ضرورتیں | عام استعمال |
|---|---|---|
| ڈرل کالر | سخت مواد میں گہرے، سیدھے سوراخ | تیل کی کھدائی کا سامان |
| والو کی سلاخیں/کور | ٹھیک سوراخ مشینی | کنٹرول سسٹمز |
دیگر صنعتیں بھی گہرے سوراخ کرنے والی مشینیں استعمال کرتی ہیں۔ ان میں میڈیکل، آتشیں اسلحہ، ہائیڈرولکس، توانائی، دفاع اور ٹیلی کام شامل ہیں۔ چپ ہٹانے، سیدھے سوراخ اور ٹول پہننے کی وجہ سے یہ کام مشکل ہو سکتے ہیں۔ ہائی پریشر کولنٹ اور خصوصی ٹولز ان مسائل کو حل کرنے میں مدد کرتے ہیں۔ CNC ڈیپ ہول ڈرلنگ مشینیں آج درکار درستگی اور لچک فراہم کرتی ہیں۔
صحیح گہرے سوراخ کی سوراخ کرنے والی مشین کا انتخاب بہت اہم ہے۔ مشین کی درستگی، ٹول کی قسم، کولنٹ کا بہاؤ، اور سیٹ اپ تمام معاملات۔ ہر صنعت کو اچھے نتائج کے لیے بہترین مشین اور طریقہ کا انتخاب کرنا چاہیے۔
گہرے سوراخ کی کھدائی آج صنعت کو بہت سی اچھی چیزیں دیتی ہے۔ کمپنیاں اسے اس وقت استعمال کرتی ہیں جب انہیں چوڑے سے کہیں زیادہ گہرے سوراخ کی ضرورت ہوتی ہے۔ یہ طریقہ بہت درست اور مضبوط ہونے کے لیے جانا جاتا ہے۔
گہرے سوراخ کی کھدائی سخت حدوں کے ساتھ سیدھے، گہرے سوراخ بناتی ہے۔ لمبے سوراخوں کے لیے باقاعدہ ڈرلنگ ہمیشہ اتنی درست نہیں ہو سکتی۔
یہ مشینیں گہرے، پتلے سوراخوں کے لیے تیزی سے کام کرتی ہیں۔ وہ دھات کو اچھی طرح سے ہٹاتے ہیں اور چپس کو باہر منتقل کرتے رہتے ہیں۔
گہرے سوراخ کی کھدائی سے سوراخ ان کی چوڑائی سے کہیں زیادہ گہرے ہو سکتے ہیں۔ اسے زیادہ گہرائی سے قطر کا تناسب کہا جاتا ہے۔
سوراخ کے اندر کا حصہ باقاعدہ ڈرلنگ کے مقابلے میں ہموار ہے۔ یہ ہائیڈرولک اور ہوائی جہاز کے حصوں کے لیے اہم ہے۔
یہ عمل مواد کو مضبوط رکھتا ہے۔ یہ اس حصے پر کم دباؤ ڈالتا ہے، جو ٹائٹینیم جیسی سخت دھاتوں میں مدد کرتا ہے۔
مشینیں ایک بار میں خاص شکلیں اور مشکل سوراخ بنا سکتی ہیں۔ اس سے وقت اور اقدامات کی بچت ہوتی ہے۔
گہرے سوراخ کی کھدائی کا استعمال بہت سے شعبوں میں کیا جاتا ہے، جیسے بندوق کے بیرل، سانچوں، اور ہوائی جہاز کے شافٹ بنانا۔
| فائدہ کے زمرے کی | تفصیل |
|---|---|
| درستگی اور درستگی | گہرے سوراخ کی کھدائی سخت حدوں کے ساتھ گہرے، سیدھے سوراخ بناتی ہے۔ یہ ہوائی جہاز اور مشین کے پرزوں کے لیے ضروری ہے۔ |
| بہتر سطح ختم | یہ باقاعدہ ڈرلنگ کے مقابلے میں اندرونی سطحوں کو ہموار کرتا ہے۔ یہ ہائیڈرولک اور ہوائی جہاز کے حصوں کے لیے اہمیت رکھتا ہے۔ |
| بہتر مواد کی سالمیت | یہ حصہ پر دباؤ کو کم کرتا ہے، لہذا مواد مضبوط رہتا ہے. یہ ٹائٹینیم جیسی سخت دھاتوں کے لیے اچھا ہے۔ |
| موثر مواد کو ہٹانا | مشینیں چپس کو ہٹاتی ہیں اور آلے کو اچھی طرح ٹھنڈا کرتی ہیں۔ یہ انہیں کم اسٹاپس کے ساتھ تیزی سے ڈرل کرنے دیتا ہے۔ |
| گہرے سوراخوں کی صلاحیت | وہ اپنی چوڑائی سے کہیں زیادہ گہرے سوراخ کر سکتے ہیں۔ باقاعدہ مشقیں ایسا نہیں کر سکتیں۔ |
| استعداد | گہرے سوراخ کی کھدائی بہت سے کاموں میں استعمال ہوتی ہے، جیسے بندوق کے بیرل، مولڈ، اور ہوائی جہاز کے شافٹ۔ |
| پیچیدہ جیومیٹریز | نئے طریقے مشینوں کو ایک ہی پاس میں مشکل سوراخ کی شکلیں بنانے دیتے ہیں۔ اس کا مطلب ہے کہ کم اقدامات کی ضرورت ہے۔ |
جدید ڈیپ ہول ڈرلنگ مشینیں سمارٹ کنٹرول استعمال کرتی ہیں۔ یہ کنٹرول ڈرلنگ کو مستحکم رکھنے اور کام کو تیز اور درست بنانے میں مدد کرتے ہیں۔ مثال کے طور پر، لیزر ٹولز اور سینسر ڈرل کی رہنمائی اور غلطیوں کو روکنے میں مدد کرتے ہیں۔
ٹپ: پہلے ایک چھوٹے سینٹر ہول کو کھودنے اور بعد میں دوبارہ استعمال کرنے سے سوراخ زیادہ درست اور ہموار ہو سکتا ہے۔
کارخانوں میں گہرے سوراخ کی کھدائی میں کچھ مسائل ہیں۔ مشینوں کو اچھی طرح سے کام کرنے کے لیے کارکنوں کو ان پر نظر رکھنی چاہیے۔
مشینیں ٹوٹ سکتی ہیں، جیسے مڑنا، پائپ ٹوٹنا، یا پائپ پھٹنا۔ پائپ بھی تھک سکتے ہیں اور گر سکتے ہیں۔
استعمال سے دباؤ، جیسے دہرانے والی طاقت، وقت کے ساتھ ساتھ حصوں کو کمزور بنا سکتا ہے۔
کیمیائی مسائل، جیسے زنگ، آلات کو نقصان پہنچا سکتے ہیں۔
پائپ پھنس سکتے ہیں یا دھاگے ٹوٹ سکتے ہیں۔ یہ عام مشینی مسائل ہیں۔
غلطی سے بہت زیادہ طاقت کا استعمال چیزوں کو توڑ سکتا ہے۔
سخت زمین سوراخ کو غیر مستحکم بنا سکتی ہے اور ڈرلنگ روک سکتی ہے۔
سیال کے ساتھ مسائل، جیسے ڈرلنگ کیچڑ کا کھو جانا، پریشانی کا باعث بن سکتا ہے۔
ان مسائل کو روکنے کے لیے کمپنیاں سمارٹ کنٹرول سسٹم استعمال کرتی ہیں۔ یہ سسٹم عمل کو دیکھتے ہیں اور فوراً الرٹ دیتے ہیں۔ وہ کارکنوں کو گندے فلٹرز یا چپ جام کے بارے میں خبردار کرتے ہیں۔ مشینوں کی صفائی، جانچ، اور ٹھیک کرنا اکثر خرابی کو روکنے میں مدد کرتا ہے۔ کارکنوں کو پہنا ہوا پرزہ تلاش کرنا چاہیے، صحیح تیل استعمال کرنا چاہیے، اور اچھا ریکارڈ رکھنا چاہیے۔ کارکنوں کو مشینوں کے استعمال اور دیکھ بھال کے بارے میں تربیت دینا بھی بہت سے مسائل کو روکنے میں مدد کرتا ہے۔
نوٹ: قوت، دباؤ اور رفتار جیسی چیزوں کو دیکھنے سے مسائل کو جلد تلاش کرنے میں مدد ملتی ہے۔ یہ گہرے سوراخ کی کھدائی کو محفوظ رکھتا ہے اور اچھی طرح سے کام کرتا ہے۔
گہری سوراخ کرنے والی مشینیں ایسی ملازمتوں کے لیے اہم ہیں جن کو گہرے، عین مطابق سوراخ کی ضرورت ہوتی ہے۔ کارکنوں کو مشین کی مختلف اقسام اور ڈرلنگ کے مراحل کے بارے میں جاننے کی ضرورت ہے۔ ڈرلنگ کے دوران لیزر پیمائش اور چیک جیسے نئے ٹولز بہت مدد کرتے ہیں۔ یہ ٹولز سوراخوں کو زیادہ درست بناتے ہیں اور وقت کی بچت کرتے ہیں۔ کمپنیاں اپنے کام کے لیے گنڈرلنگ، بی ٹی اے، یا دیگر طریقے چن سکتی ہیں۔
ماہرین کا کہنا ہے کہ پائلٹ ہول سے شروع کریں، صحیح کولنٹ استعمال کریں، اور بہترین نتائج کے لیے چپ ہٹانے کے اچھے اقدامات پر عمل کریں۔
اے گہرے سوراخ کی سوراخ کرنے والی مشین سوراخوں کو چوڑے ہونے سے کہیں زیادہ گہرا بناتی ہے۔ یہ مشینیں فیکٹریوں کو دھاتی حصوں میں سیدھے اور عین مطابق سوراخ کرنے میں مدد کرتی ہیں۔ وہ انجنوں، طبی آلات اور ہوائی جہاز کے پرزوں جیسی چیزوں کے لیے استعمال ہوتے ہیں۔
کولنٹ ڈرل بٹ کو زیادہ گرم ہونے سے روکتا ہے۔ یہ دھاتی چپس کو بھی سوراخ سے باہر لے جاتا ہے۔ یہ ٹول کو ٹوٹنے سے روکتا ہے۔ کولنٹ مشین کو ہموار اور زیادہ درست سوراخ کرنے میں مدد کرتا ہے۔
گہرے سوراخ کی سوراخ کرنے والی مشینیں کئی قسم کی دھات کو ڈرل کرسکتی ہیں۔ وہ سٹیل، ایلومینیم، ٹائٹینیم اور خصوصی مرکب کے ساتھ کام کرتے ہیں۔ مشین اور آلے کی قسم اس بات پر منحصر ہے کہ دھات کتنی سخت اور موٹی ہے۔
صنعتیں چھوٹے اور عین مطابق سوراخوں کے لیے گنڈرلنگ کا استعمال کرتی ہیں۔ وہ چنتے ہیں۔ BTA ڈرلنگ ۔ بڑے اور گہرے سوراخوں کے لیے ہر راستے کی اپنی رفتار، درستگی، اور چپ ہٹانے کی طاقت ہوتی ہے۔
کارکن اکثر کولنٹ کے بہاؤ اور ٹول کے پہننے کی جانچ کرتے ہیں۔ وہ مسائل کو جلد پکڑنے کے لیے مشین کی ترتیبات بھی دیکھتے ہیں۔ سینسرز اور سمارٹ کنٹرول مسائل کو تیزی سے تلاش کرنے میں مدد کرتے ہیں۔ مشین کی صفائی اور دیکھ بھال خرابی کو روکتی ہے۔








