















深穴ボール盤は、新しい技術を使用して金属部品に長く正確な穴を開けます。深穴ドリルは、幅よりもはるかに長い穴を必要とする業界にとって重要です。自動車会社は、エンジンのブロックやシャフトを構築するために深穴掘削機を使用します。医療機器メーカーは、深穴ドリルを使用してインプラントや手術用ツールを製造しています。航空宇宙会社や石油・ガス会社もこれらの機械を使用しています。ガンドリルとBTAがこれを行う主な方法です。
アジア太平洋地域は深穴ボール盤の最大の市場であり、中国はこの市場の成長を支援しています。
| 産業分野で | の応用例 |
|---|---|
| 自動車 | エンジンブロック、シャフト |
| 医学 | インプラント、手術器具 |
| 航空宇宙 | 精密部品 |
| 石油とガス | 掘削設備 |
深穴ボール盤は 長くて正確な穴をあけます。通常の訓練ではこれはできません。これらの機械は特別なツールを使用します。また、高圧クーラントも使用します。クーラントはドリルを冷たく保ちます。また、切りくずを遠ざけるのにも役立ちます。
ガンドリルは小さくて正確な穴に最適です。大きくて深い穴の場合、BTA ドリルの方が高速です。適切な方法は穴のサイズと材質によって異なります。
クーラントシステムと切りくずの除去は非常に重要です。工具の破損を防ぎます。また、穴を滑らかに保ちます。作業者は冷却液の流れを監視する必要があります。また、工具の磨耗も頻繁にチェックする必要があります。
最新の深穴ボール盤はスマート制御を使用しています。彼らは自動化も使用しています。これにより、作業をより正確かつ迅速に行うことができます。作業もより安全になります。多くの業界でこれらの機械が使用されています。航空宇宙、自動車、石油・ガスなども含まれます。
正しいセットアップ手順に従うことが重要です。これにはパイロット穴を作ることも含まれます。また、適切なドリルとクーラントを使用することも意味します。こうすることで、穴の品質が向上します。工具の寿命も長くなります。
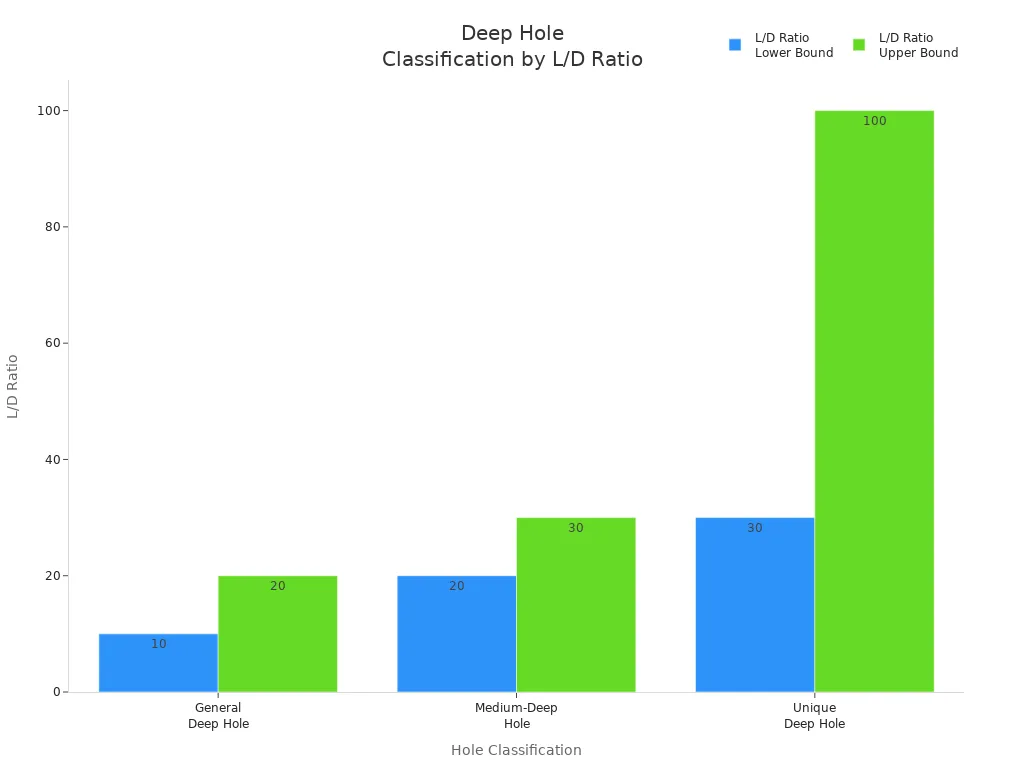
深穴ドリルでは、穴の幅よりもはるかに深くなります。工場では、穴が幅の 10 倍を超える深さを「深い」とみなします。これは、長さ対直径 (L/D) 比と呼ばれます。 L/D比が上がると穴あけが難しくなります。深穴ドリリングを行う方法には、シングルリップ深穴ドリリング、ガンドリル、BTA ドリリングなどがあります。これらの方法は、作業者が金属に真っ直ぐで正確な穴を開けるのに役立ちます。
| 分類 | L/D比範囲 | 説明・加工方法 |
|---|---|---|
| 一般的な深穴 | 10~20 | 通常、長いツイストドリルを備えたボール盤または旋盤で作成されます。 |
| 中深穴 | 20~30 | 旋盤で作ることが多いです。 |
| 独特の深い穴 | 30~100 | 深穴ボール盤または深穴ドリル付きの特殊工具が必要です。 |
あ 深穴ボール盤は、 高い L/D 比を実現する新技術を使用しています。このプロセスは、エンジン ブロック、医療用インプラント、飛行機部品の製造に使用されます。これらの作業では、ガンドリル機械とシングルリップ深穴ドリルが一般的です。
深穴ボール盤は通常のボール盤とは異なり、特殊な機能を持っています。高圧クーラントを使用してドリルを冷却し、切りくずを遠ざけます。多くの機械は、ガイド パッドを備えたシングルリップ深穴穴あけ工具を使用しています。ガイド パッドは、ツールをまっすぐに保ち、穴の壁を滑らかにするのに役立ちます。
深穴ボール盤は、最大 100 以上の L/D 比で使用できます。
CNC 制御は、機械のドリル加工の精度と自動化を支援します。
特殊なスピンドルと送りシステムにより、ドリルは慎重に移動します。
高圧オイルシステムにより、ドリルを冷却して清潔に保ちます。
スマート制御システムは、必要に応じて速度、送り量、冷却剤の流れを変更します。
一部の機械では、冷却剤の流れを良くするために二重管システムを使用しています。
工具の破損チェックとワークピースを保持するためのさまざまな方法により、作業がより安全かつ迅速になります。
新しい深穴ボール盤は、よりスマートな制御、より強力な工具材料、およびさらなる自動化を備えています。これらの更新により、作業者はより深く、より速く、より正確にドリルできるようになります。
ガンドリルマシンや シングルリップ深穴加工により、 高精度で滑らかな穴が得られます。深穴ボール盤は大きな穴や非常に長い穴をあけることができます。そのため、これらは多くの仕事にとって重要になります。深穴加工はますます改良されており、結果と速度が向上しています。

スピンドルとドリルヘッドが主要部品です 深穴ボール盤。そのデザインは、穴がどれだけ真っ直ぐで滑らかかに影響します。多くの機械には、さまざまな方向に傾けたり回転したりできる主軸台が付いています。これにより、作業者がさまざまな角度で穴あけを行い、より多くの箇所に到達できるようになります。これらの機能により、穴あけがより正確になり、ジョブを変更する際の時間を節約できます。
ギア付きトランスミッションと 50 テーパー スピンドルは、ガンドリルや BTA ドリルなどの強力な穴あけに役立ちます。
サーボ駆動のボールねじは、ゆるみのない安定した力でツールを押します。これにより、工具が長持ちし、穴の底が滑らかになります。
ガラススケール、レーザープリセット、ワークピースプロービングなどの高精度部品は、穴の精度を維持するのに役立ちます。
この設計により、厳しい公差が維持され、作業者がより多くの作業を行うことができ、常に良好な穴が確保されます。
最良の結果を得るには、深穴ドリルツールがスピンドルとドリルヘッドに適合している必要があります。エジェクターの深穴穴あけにも、これらの部品が適切に機能し、安定した状態を維持する必要があります。
クーラントと切りくず除去システムは、深穴ボール盤では非常に重要です。センタースルークーラントシステムは、高圧クーラントを工具先端に直接送ります。これにより、切りくずを洗い流し、工具を冷却し、工具を長持ちさせることができます。
テストの結果、内側と外側の冷却システムを備えた CNC マシンは切りくずをより効果的に除去し、熱を低減することが示されています。クーラントを使用した低周波振動穴あけにより、切断が容易になり、工具が長持ちし、穴の見栄えも良くなります。
先端やねじれ角などドリルの形状を変えることで切りくずが排出されやすくなります。
スピンドルを通る高圧クーラントが切りくずを押し出し、摩擦を低減します。
送り速度を変えると切りくずが除去しやすくなります。
温度と空気を一定に保つことで、切りくずとクーラントが適切に機能するようになります。
これらのシステムは、チップの詰まりや工具の破損を防ぎます。穴の加工性が向上し、作業者は立ち止まることなくより深く穴あけできます。深穴ドリルツールとエジェクター深穴ドリルはどちらも、これらのシステムでより適切に機能します。
最新の制御システムは、深穴ボール盤がより正確に自動で動作するのに役立ちます。自動工具交換装置は時間を節約し、作業者の作業効率を向上させます。 IoT センサーはマシンの動作を監視し、問題が大きくなる前に解決するのに役立ちます。ロボットと AI により、人の手をあまり借りずに機械が動作し、穴あけがより正確になるようになります。
CNC システムは非常に正確に穴あけを制御します。作業員はさまざまな形状と深さを何度も何度も穴あけできます。
これらのシステムは、すべての部品が同じであることを確認します。これは、大量の部品を作成する場合に重要です。
高度な制御により、穴あけの管理、工具の曲がりなどの問題の解決、作業の冷却に役立ちます。
深穴ドリルツールは、これらのスマートコントロールと併用すると最適に機能します。エジェクターの深穴掘削も、これらの最新の制御システムからより良い結果が得られます。
準備中 深穴の穴あけには 慎重な手順が必要です。作業者は作業に適したドリルを選択する必要があります。ガンドリルは、小さくて正確な穴に適しています。 RCドリルは大きな穴に使用されます。最初のステップは下穴を作ることです。この穴はメインドリルをガイドし、メインドリルが軌道から外れないようにするのに役立ちます。パイロットドリルには正しい先端角度が必要です。鋼の場合は 120° の先端が適しています。アルミニウムの場合は、90°の先端が適しています。
強力な冷却システムは非常に重要です。深い穴の場合、冷却剤は少なくとも 1,000 PSI である必要があります。ノズルは刃先の近く、約 5 ミリメートル離す必要があります。作業者は材料ごとに速度と送り速度を変更します。これにより、熱と工具のストレスが軽減されます。切りくず除去システムをセットアップする必要があります。 RC ドリルは切り粉を除去するために密閉チューブを使用します。ガンドリルは濾過された冷却剤を使用すると最も効果的です。
ガイド付きブッシングとパイロット穴によりドリルを真っ直ぐに保ちます。作業者はトルクと冷却水の圧力を監視します。これらのチェックは、工具の摩耗や破損を早期に発見するのに役立ちます。一部のセットアップでは、非常に深い穴に超音波穴あけまたは自動送りを使用します。多くの場合、工具とクーラントをチェックすることで、穴あけプロセスが安定します。
| パラメータ カテゴリ | 主要なセットアップ パラメータ | 深穴加工の成功への影響 |
|---|---|---|
| 加工パラメータ | 送り速度、切削速度、ドリル径 | 穴の品質、効率、工具寿命を保証します |
| 冷却システム | 高圧クーラント、正確な流量制御 | 効果的な冷却と切りくず除去 |
| ツールの設計 | ガンドリル、内部クーラントチャンネル | たわみを軽減し、仕上げと精度を向上させます。 |
| マシンのセットアップ | 剛性、切りくず排出性 | 安定性と精度を維持します |
| 追加のコントロール | ろ過、温度制御、ノズルの位置決め | 摩耗と過熱を防ぎます |
| ホールガイド | 下穴、ガイドブッシュ | 偏差を減らし、精度を向上させます |
| 高度なテクニック | 自動送り、超音波補助穴あけ | 工具寿命と性能を向上 |
ヒント: 穴を開ける前に、必ず冷却剤フィルターと温度を確認してください。清潔で冷たい液体により、作業が安全かつ正確に保たれます。
深穴の穴あけは一連の手順に従います。各ステップは、穴が深くてまっすぐであることを確認するのに役立ちます。
作業者は掘削方法を選択します。彼らはその仕事のためにガン掘削かBTA掘削を選択します。
彼らは機械を準備します。機械は安定しており、まっすぐな穴あけができるように設定されている必要があります。
特別なツールが高圧クーラントを切削領域に送ります。
最初のステップではパイロット ドリルを使用します。これにより、メインドリルのパスが作成され、精度が向上します。
作業者はメインドリルまたはミックスドリルに切り替えます。このツールは穴を適切なサイズと滑らかさにします。
高圧クーラントが切削現場に送られます。これにより、冷却が保たれ、切りくずが外に排出されやすくなります。
切りくずは工具を通して、または工具の横から出てきます。こうすることで詰まりがなくなり、穴がきれいに保たれます。
作業員は速度、供給量、冷却剤の流れを監視します。これらを変更して、適切な穴の深さ、真直度、仕上げを実現します。
穴が十分に深くなり、見た目が良くなったら、穴あけは終了します。
掘削中、作業者は工具の磨耗とクーラントの流れをチェックします。掘削を順調に進めるために変更を加えます。
深穴加工では切りくずの除去と冷却が非常に重要です。正しく扱わないと、切りくずが穴を塞いだり、工具を破損したりする可能性があります。作業者は内部冷却システムを使用して、穴の底に冷却水を送ります。クーラントは切りくずを押し上げて刃先を冷却します。
クーラントの圧力と流量は、穴のサイズと深さに適合する必要があります。小さな穴であれば、1 分あたり 2 ガロンしか必要としない場合があります。大きな穴には毎分 350 ガロン以上の流量が必要になる場合があります。優れたフィルターは冷却水をきれいに保ちます。 20 ~ 50 ミクロンのフィルターが小さな破片を捕らえます。チラーは冷却液を適切な温度に保ち、ポンプやツールを保護します。
作業員はセンサーを使用して冷却剤の圧力と流量を監視します。これらのセンサーは工具の磨耗や破損を検出できます。何か問題が発生した場合、システムは損傷を避けるために掘削を停止できます。一部のマシンは特殊な冷却剤制御を使用します。これらの制御は、最良の結果を得るために必要に応じて圧力と流量を変更します。
ドリル形状は切りくず除去にも役立ちます。シングルマージンドリルは、切りくずの長い材料の切りくずに対してより多くの余地を与えます。ダブルマージンドリルは穴をより真っ直ぐにしますが、切りくずが入るスペースは少なくなります。フローティング セカンド マージンは、精度と切りくず除去のバランスを保つのに役立ちます。
注: 優れた切りくず除去と冷却により、深穴穴あけを安全かつ迅速に行うことができます。新しい作業を開始する前に、必ずクーラントの流れとフィルターを確認してください。
ガンドリルは、深い穴をあけるための非常に正確な方法です。クーラント用の穴と切りくず用の溝が 1 つずつある細長い工具を使用します。機械は工具の中心からクーラントを押し出します。クーラントは切りくずを溝に沿って洗い流します。これにより、ドリルを涼しく清潔に保ちます。
ガンドリルは、非常に真っ直ぐで滑らかにする必要がある小さな穴に最適です。自動車、飛行機、医療会社は、エンジン ブロック、工具、小さな部品にガンドリル加工を使用しています。ガンドリルでは、穴自体の幅の 3 倍から 100 倍以上の幅の穴を開けることができます。これは、きれいな仕上がりのまっすぐな穴が必要な場合に役立ちます。
ガンドリル加工は非常に正確で、1 インチあたり約 0.0005 インチ、または正しく設定されていればさらに正確になります。
ガンドリル機械では、シングルリップ深穴ドリルツールが使用されることがよくあります。これらのツールは、ドリルをガイドし、まっすぐに保つのに役立ちます。この作業には高圧のオイルクーラントが必要です。他の冷却剤は同様に機能しません。作業者は通常、ドリルより少し大きい下穴から始めます。これはツールをガイドし、コースから外れないようにするのに役立ちます。
ガンドリルには多くの良い点があります。
非常に正確で、同じことを何度でも行うことができます
粗いエッジがなく、内側が滑らかな穴をあけます
貫通しない穴でも特殊な形状を作ることができます
ただし、ガンドリル加工は、硬度が約 50Rc までの材料で最も効果的です。硬いものほど遅い速度が必要となり、工具の消耗が早くなります。非常に長いドリルは破損しないように追加のサポートが必要です。 2 枚刃ガンドリルは、クーラント圧力が高い軟質金属に使用されます。
| 側面の | 詳細 |
|---|---|
| 代表的な用途 | 銃器、自動車、飛行機、医療器具、金型、油圧、空気圧 |
| 主な利点 | 非常に正確で滑らかな穴、バリがなく、再現可能な結果 |
| 機械の統合 | CNC 機械、旋盤、フライス盤で動作します。高圧クーラントが必要です |
| 制限事項 | 柔らかい材質のみ、パイロット穴が必要、冷却油を使用する必要がある、長いドリル用のサポートが必要 |
| 工具寿命係数 | クーラントの種類、圧力、速度、送り量、機械のセットアップ |
| 特別な工具に関する注意事項 | 軟金属用の2枚刃ガンドリル。特殊な仕事のための特殊な形状 |
| 不適切な条件 | 精度よりも速度が重要な場合はツイストドリルを使用してください |
まっすぐで滑らかな穴が必要な場合は、ツイストドリルよりもガンドリルの方が適しています。完璧な穴が必要ない場合は、ツイスト ドリルの方が高速です。
BTA (ボーリング アンド トレパニング協会掘削) は、深い穴を掘削するもう 1 つの方法です。 BTA マシンは、ネジ留め式のカッターヘッドを備えた中空チューブを使用します。クーラントはチューブの外側を流れます。チップはチューブの中央を通って移動します。これは、特に大きな穴の場合に、切りくずを除去し、工具を冷却するのに役立ちます。
BTA ドリルは、幅 20 mm ~ 200 mm の穴に最適です。工具と部品の両方を異なる方向に回転させることができる特別な機械が必要です。これにより、穴あけがより安定して正確になります。
BTA ドリルはガンドリルよりも速く、大きく深い穴の場合はより速く送り込むことができます。
BTAは単管式を採用しています。チューブの中をクーラントが回り、中心から切り粉が出てきます。これにより、工具のぐらつきが抑えられ、硬い金属であっても強度を保つことができます。 BTA は滑らかで真っ直ぐな穴を作成できるため、多数の部品を作成するのに適しています。
BTA 掘削は、石油やガス、大型機械、飛行機などで使用されています。これらの仕事では、丈夫な金属に大きくて深い穴を開ける必要があります。 BTA マシンは寿命が長く、さまざまな種類の材料に対応できます。
| アスペクト | ガンドリリング | BTAドリリング |
|---|---|---|
| ツーリング | 1 つのクーラント穴と 1 つの切りくず用溝を備えた細長い工具 | ネジ留め式のカッターヘッドが付いた中空チューブ |
| クーラントの流れ | クーラントはツールの中心を通過します | クーラントはチューブの外側に流れます |
| 切りくずの排出 | 切りくずは外側の溝に沿って移動します | チップはチューブの中心を通って移動します |
| 一般的な穴の直径 | 小さな穴、特殊または一部の CNC マシンを使用可能 | 大きな穴 (20 ~ 200mm)、特別な工具と機械が必要 |
| マシン要件 | 旋盤や特殊な機械を使用できます。工具や部品が回転する可能性があります | 工具と部品の両方を回転させる特別な機械が必要 |
| 深さ対直径の比率 | 最大 400:1 の非常に深い穴をあけることができます | 大きな穴を高速で穴あけするのに使用されます。 |
BTA ドリルは、大きくて深い穴の場合、より速く、より効果的です。ガンドリルは小さくて正確な穴には最適ですが、大きな加工には時間がかかります。どちらの方法でも、工具と部品を回転させてより良い穴を作ることができる機械を使用します。
ガンドリルやBTA以外にも深穴をあける方法はあります。エジェクター 深穴加工には 2本のチューブを使用します。クーラントはチューブの間を通過し、切りくずは内側のチューブを通って移動します。これは中程度の穴に適しており、切りくずをよく除去します。
シングルリップ深穴加工 も一般的です。 1つの刃先とガイドパッドを備えたツールを使用します。この方法により、ガンドリル加工のように高い精度と滑らかな仕上がりが得られます。自動車および飛行機のメーカーは、シングルリップ深穴ドリル加工を多用しています。
特殊な深穴加工方法としては、ダイヤモンド ロータリー ドリリング、パーカッション ドリリング、ジェット ドリリング、オーガー ドリリングなどがあります。それぞれの方法には独自の利点があり、特殊なジョブに使用されます。
| 方法 | 利点 | 欠点 | 推奨されるシナリオ / アプリケーション |
|---|---|---|---|
| ダイヤモンドロータリードリリング | 長持ちするのでハードロックに最適 | 費用がかかる、特別な工具が必要 | ハードロックの仕事 |
| 方向性ロータリードリリング | 斜めに穴あけ可能 | 作業が難しく、熟練した労働者が必要 | 難しい場所での井戸の掘削 |
| パーカッションドリル | 浅い穴の場合は速くて安い | 深くない、うるさい、揺れが多い | 浅い穴、鉱物を見つける |
| ジェットドリリング | 柔らかい地面に適しており、非常に正確です | うるさい、乱雑、軟弱地盤のみ | 構築、環境の確認 |
| オージェドリリング | 優しく、浅い汚れに適しています | 深くないので硬い地面には向きません | 土壌検査、小規模な掘削作業 |
金属の応力をチェックするには、インクリメンタル穴ドリル、リング コア、深穴ドリル (DHD) などの他の方法も使用されます。深穴ドリルは、深く掘る必要がある場合、厚い金属プレートやスリーブに最適です。リングコア方式は、厚い部分や広い範囲の応力を確認したい場合に適しています。薄い部品の場合、穴開けやリングコアの方が簡単で繊細です。
今日の工場では、エジェクタ深穴加工とシングルリップ深穴加工はどちらも重要です。作業者は、穴のサイズ、材質、穴の精度に基づいて最適な方法を選択します。
ヒント: 良好な結果を得るには、常に作業に最適な深穴穴あけ方法を選択してください。
深穴ボール盤は非常に重要です 多くの産業。これらの機械は通常のドリルではできない穴を開けます。穴の幅よりもはるかに深くする必要がある場合に使用されます。深穴掘削機は、航空宇宙、自動車、石油・ガスなどの分野で使用されています。
航空宇宙企業はこれらの機械を使用して航空機の部品に穴を開けます。構造、接続、エンジン、油圧システム用の穴を開けます。燃料噴射孔やガイド孔の加工も行う機械です。一般的な航空宇宙部品には、ローター シャフト、ピストン、ノズル、タービン、着陸装置などがあります。深い穴をドリル加工することで、これらの部品をまっすぐかつ正確に保つことができます。 CNC 制御と自動化により、穴が安全のために完璧であることを確認できます。
深穴ボール盤は、幅の 100 倍までの深さの穴をあけることができます。
航空宇宙工場では、ガンドリル、BTA ドリル、その他の特別な方法が使用されます。
これらの機械は、小さな店舗と大きな工場の両方で動作します。
自動車工場では、クランクシャフト、燃料インジェクター、トランスミッションシャフトに深穴穴あけ機を使用しています。これらの機械は、強度があり効率的な部品に正確な穴が開けられることを確認します。自動車メーカーは、さまざまな金属や形状を処理できる機械を必要としています。ガイドパッドを備えた刃先交換式ガンドリルなどの特別なツールは、穴を真っ直ぐで滑らかにするのに役立ちます。
| アスペクト | 航空宇宙 | 自動車 |
|---|---|---|
| 精度 | 極めて高い精度 | 高精度 |
| 主要部品 | 着陸装置、エンジンチャンネル | 燃料システム、トランスミッション |
| 材質範囲 | 航空宇宙用合金 | 多くの金属と合金 |
石油およびガス会社は、ドリル カラー、リフティング カラー、パッカー、コネクタ、バルブ部品に深穴掘削機を使用しています。これらの機械は硬鋼や超合金を処理します。 BTA ツールは大きな穴をあけますが、ガンドリルは小さく正確な穴をあけます。機械は多くの場合、より良い結果を得るために自動供給システムと強力な冷却システムを使用します。
| コンポーネントの | 技術的ニーズ | 一般的な使用方法 |
|---|---|---|
| ドリルカラー | 硬質材料の深くてまっすぐな穴 | 石油掘削装置 |
| バルブロッド/コア | 微細穴加工 | 制御システム |
他の業界でも深穴ボール盤が使用されています。これらには、医療、銃器、油圧、エネルギー、防衛、通信が含まれます。これらの作業は、切りくずの除去、真っ直ぐな穴、工具の摩耗のため、困難になる場合があります。高圧クーラントと特別なツールは、これらの問題の解決に役立ちます。 CNC 深穴ボール盤は、今日必要とされる精度と柔軟性を提供します。
適切な深穴ボール盤を選択することは非常に重要です。機械の精度、工具の種類、クーラント流量、セットアップがすべて重要です。良い結果を得るには、各業界で最適なマシンと方法を選択する必要があります。
深穴掘削は今日の産業界に多くの恩恵をもたらしています。企業は、幅よりもはるかに深い穴が必要な場合にこれを使用します。この方法は非常に正確で強力であることで知られています。
深穴ドリルでは、制限が厳しい真っ直ぐで深い穴をあけます。長い穴の場合、通常の穴あけ加工が必ずしも正確であるとは限りません。
これらの機械は、深くて細い穴に対してより高速に動作します。金属をしっかり除去し、切りくずの排出を防ぎます。
深穴ドリルでは、穴の幅よりもはるかに深くなることがあります。これは、高深さ対直径比と呼ばれます。
通常の穴あけよりも穴内部が滑らかになります。これは油圧部品や航空機部品にとって重要です。
このプロセスにより素材の強度が保たれます。部品にかかるストレスが少なくなり、チタンなどの硬質金属の加工に役立ちます。
この機械は、特殊な形状や難しい穴を一度に開けることができます。これにより、時間と手順が節約されます。
深穴加工は、砲身、金型、飛行機のシャフトの製造など、多くの分野で使用されています。
| 特典カテゴリの | 説明 |
|---|---|
| 精度と精度 | 深穴ドリルでは、制限が厳しい深くて真っ直ぐな穴をあけます。これは飛行機や機械の部品に必要です。 |
| 表面仕上げの向上 | 通常の穴あけ加工よりも内面が滑らかになります。これは油圧部品や航空機部品にとって重要です。 |
| 強化された材料の完全性 | パーツにかかる応力が軽減されるため、材料の強度が維持されます。チタンなどの硬い金属に適しています。 |
| 効率的な材料除去 | 機械は切りくずを除去し、工具を十分に冷却します。これにより、より少ない停止でより速く穴あけが可能になります。 |
| 深穴対応能力 | 幅よりもはるかに深い穴を開けることができます。通常の訓練ではこれはできません。 |
| 多用途性 | 深穴穴あけは、砲身、金型、飛行機のシャフトなど、多くの作業で使用されます。 |
| 複雑な形状 | 新しい方法により、機械はワンパスで難しい穴の形状を作成できるようになります。つまり、必要な手順が少なくなります。 |
最新の深穴ボール盤はスマート制御を使用しています。これらの制御により、穴あけを安定させ、作業をより迅速かつ正確に行うことができます。たとえば、レーザー ツールとセンサーは、ドリルをガイドし、間違いを防ぐのに役立ちます。
ヒント: 最初に小さな中心穴をドリルで開け、その後リーミングを使用すると、穴をより正確かつ滑らかに加工できます。
工場における深穴加工にはいくつかの問題があります。機械が正常に動作し続けるために、作業者はこれらに注意する必要があります。
機械は、ねじれたり、パイプが破損したり、パイプが破裂したりするなど、破損する可能性があります。パイプも疲労して崩壊する可能性があります。
繰り返しの力などの使用によるストレスにより、時間の経過とともにパーツが弱くなる可能性があります。
錆などの化学的問題は機器に損傷を与える可能性があります。
パイプが詰まったり、ねじ山が切れたりする可能性があります。これらは一般的なマシンの問題です。
誤って力を入れすぎると、物が壊れる可能性があります。
地面が硬いと穴が不安定になり、掘削が停止する可能性があります。
掘削泥の紛失など、液体に関する問題はトラブルを引き起こす可能性があります。
こうした問題を阻止するために、企業はスマート制御システムを使用しています。これらのシステムはプロセスを監視し、すぐに警告を発します。フィルターの汚れや切りくず詰まりについて作業者に警告します。機械の清掃、検査、修理は、多くの場合、故障の防止に役立ちます。作業者は摩耗した部品を探し、適切なオイルを使用し、適切な記録を保管する必要があります。機械の使い方と手入れ方法について従業員を訓練することも、多くの問題を防ぐのに役立ちます。
注: 力、圧力、速度などを監視すると、問題を早期に発見するのに役立ちます。これにより、深穴の穴あけ作業が安全かつ良好に行われます。
深穴ボール盤は 、深くて正確な穴が必要な作業に重要です。作業者はさまざまな機械の種類と穴あけ手順について知っておく必要があります。レーザー測定や穴あけ中のチェックなどの新しいツールは非常に役立ちます。これらのツールは穴をより正確に作成し、時間を節約します。企業は、ガンドリリング、BTA、またはその他の作業方法を選択できます。
専門家は、最良の結果を得るには、パイロット穴から開始し、適切なクーラントを使用し、適切な切りくず除去手順に従う必要があると述べています。
あ 深穴ボール盤は、 幅よりもはるかに深い穴をあけます。これらの機械は、工場が金属部品に真っ直ぐで正確な穴を開けるのに役立ちます。エンジンや医療器具、飛行機の部品などに使われています。
クーラントはドリルビットが熱くなりすぎるのを防ぎます。また、金属片を穴から外に排出します。これにより工具の破損が防止されます。クーラントは、機械がよりスムーズで正確な穴を開けるのに役立ちます。
深穴ボール盤はさまざまな種類の金属を穴あけできます。スチール、アルミニウム、チタン、特殊合金に使用できます。機械や工具の種類は、金属の硬さと厚さによって異なります。
業界では、小さくて正確な穴にガンドリルを使用しています。彼らは選ぶ BTA ドリル により、より大きく深い穴が形成されます。それぞれの方法には、独自の速度、精度、切りくず除去の強みがあります。
作業者はクーラントの流れと工具の摩耗を頻繁にチェックします。また、問題を早期に発見するためにマシンの設定も監視します。センサーとスマートコントロールにより、問題を迅速に発見できます。機械の掃除と手入れをすることで故障を防ぎます。








