


Visningar: 0 Författare: Webbplatsredaktör Publiceringstid: 30-07-2025 Ursprung: Plats













En djuphålsborrmaskin använder ny teknik för att göra långa exakta hål i metalldelar. Djuphålsborrning är viktigt för industrier som behöver hål mycket längre än de är breda. Bilföretag använder djuphålsborrmaskiner för att bygga motorblock och axlar. Tillverkare av medicinsk utrustning använder djuphålsborrning för att göra implantat och verktyg för operation. Flyg- och olje- och gasföretag använder också dessa maskiner. Gundrilling och bta är de viktigaste sätten att göra detta.
Asien-Stillahavsområdet är den främsta marknaden för djuphålsborrmaskiner, och Kina hjälper denna marknad att växa.
| industrisektorn | Exempel på tillämpning av |
|---|---|
| Bil | Motorblock, axlar |
| Medicinsk | Implantat, kirurgiska verktyg |
| Flyg och rymd | Precisionskomponenter |
| Olja & Gas | Borrutrustning |
Djupa hålsborrmaskiner gör långa, exakta hål. Regelbundna övningar kan inte göra detta. Dessa maskiner använder specialverktyg. De använder också högtryckskylvätska. Kylvätskan håller borrarna svala. Det hjälper också marker att flytta iväg.
Gundrillning är bäst för små, exakta hål. BTA-borrning är snabbare för stora, djupa hål. Rätt metod beror på hålstorlek och material.
Kylvätskesystem och spånavlägsnande är mycket viktigt. De hindrar verktyg från att gå sönder. De håller också hålen jämna. Arbetare måste se kylvätskeflödet. De måste också kontrollera verktygsslitaget ofta.
Moderna djuphålsborrmaskiner använder smarta kontroller. De använder också automation. Detta hjälper till att göra arbetet mer exakt och snabbt. Det gör också arbetet säkrare. Många industrier använder dessa maskiner. Vissa är flyg, bilar och olja och gas.
Det är viktigt att följa de rätta installationsstegen. Detta inkluderar att göra pilothål. Det innebär också att du använder rätt borr och kylvätska. Att göra detta ger bättre hålkvalitet. Det hjälper också verktyg att hålla längre.
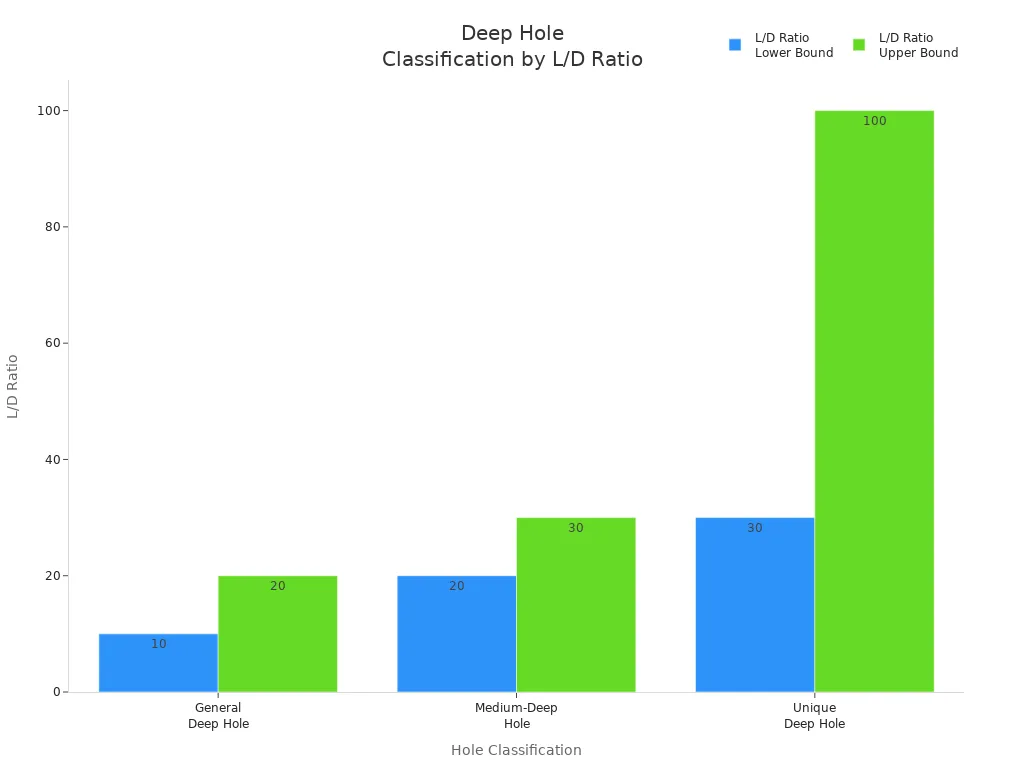
Djupa hålsborrning gör hålen mycket djupare än de är breda. I fabriker är ett hål 'djupt' om det är över tio gånger djupare än dess bredd. Detta kallas förhållandet längd-till-diameter (L/D). När L/D-förhållandet går upp blir borrningen svårare. Några sätt att göra djuphålsborrning är enkelläpps djuphålsborrning, gunborrning och BTA-borrning. Dessa sätt hjälper arbetare att göra raka och exakta hål i metall.
| Klassificering | L/D-förhållande Område | Beskrivning / Bearbetningsmetod |
|---|---|---|
| Allmänt djupt hål | 10 - 20 | Görs vanligtvis på borrmaskiner eller svarvar med långa spiralborr. |
| Medeldjupt hål | 20 - 30 | Ofta gjord på en svarv. |
| Unikt djupt hål | 30 - 100 | Behöver djuphålsborrmaskiner eller specialverktyg med djuphålsborrar. |
A djuphålsborrmaskin använder ny teknik för att arbeta med höga L/D-förhållanden. Denna process används för att tillverka motorblock, medicinska implantat och flygplansdelar. Gunborrmaskiner och enkelläpps djuphålsborrning är vanliga för dessa jobb.
Djupa hålsborrmaskiner skiljer sig från vanliga borrmaskiner eftersom de har speciella egenskaper. De använder högtryckskylvätska för att hålla borren sval och flytta bort spån. Många maskiner använder enläpps djuphålsborrverktyg med styrdynor. Styrkuddar hjälper verktyget att hålla sig rakt och gör hålväggen slät.
Djuphålsborrmaskiner kan arbeta med L/D-förhållanden upp till 100 eller mer.
CNC-kontroller hjälper maskinen att borra med noggrannhet och automatisering.
Speciella spindlar och matningssystem flyttar borren försiktigt.
Högtrycksoljesystem håller borren sval och ren.
Smarta styrsystem ändrar hastighet, matning och kylvätskeflöde efter behov.
Vissa maskiner använder ett dubbelt rörsystem för bättre kylvätskeflöde.
Verktygsbrottskontroller och många sätt att hålla arbetsstycken gör saker säkrare och snabbare.
Nya djuphålsborrmaskiner har smartare kontroller, starkare verktygsmaterial och mer automation. Dessa uppdateringar hjälper arbetare att borra djupare, snabbare och mer exakt.
Gunborrmaskiner och enläpps djuphålsborrning ger hög noggrannhet och jämna hål. Djupa hålsborrmaskiner kan göra stora hål och mycket långa hål. Detta gör dem viktiga för många jobb. Djupa hålsborrning blir hela tiden bättre, så resultat och hastighet förbättras.

Spindeln och borrhuvudet är huvuddelarna av djuphålsborrmaskiner . Deras design påverkar hur raka och jämna hålen är. Många maskiner har en topp som kan luta och vända på olika sätt. Detta hjälper arbetare att borra i många vinklar och nå fler ställen. Dessa funktioner gör borrningen mer exakt och sparar tid vid byte av jobb.
Växlade transmissioner och 50-koniska spindlar hjälper till med stark borrning, som gunborrning och BTA-borrning.
Servodrivna kulskruvar trycker verktyget med jämn kraft och inget löst. Detta hjälper verktyget att hålla längre och gör hålets botten slätare.
Högprecisionsdelar som glasvågar, laserförinställning och sondering av arbetsstycket hjälper till att hålla hålen exakta.
Designen håller snäva toleranser, hjälper arbetare att göra mer och ser till att hålen är bra varje gång.
Djupa hålsborrverktyg måste passa spindeln och borrhuvudet för bästa resultat. Ejektor djupa hålsborrning kräver också att dessa delar fungerar bra och håller sig stadiga.
Kylvätska och spånborttagningssystem är mycket viktiga i djuphålsborrmaskiner. Genomgående kylvätskesystem skickar högtryckskylvätska ända till verktygsspetsen. Detta hjälper till att tvätta bort spån, kyla verktyget och gör att verktyget håller längre.
Tester visar att CNC-maskiner med inre och yttre kylsystem tar bort spån bättre och sänker värmen. Lågfrekvent vibrationsborrning med kylvätska gör skärningen enklare, verktygen håller längre och hålen ser bättre ut.
Att ändra borrformen, som spetsen och spiralvinkeln, hjälper spån att komma ut.
Högtryckskylvätska genom spindeln trycker ut spån och minskar gnidningen.
Ändring av matningshastigheten gör spån lättare att ta bort.
Att hålla temperaturen och luften jämn hjälper flis och kylvätska att fungera rätt.
Dessa system hindrar spån från att fastna och gå sönder verktyget. De gör hål bättre och låter arbetare borra djupare utan att stanna. Djuphålsborrningsverktyg och ejektordjuphålsborrning fungerar båda bättre med dessa system.
Moderna styrsystem hjälper djuphålsborrmaskiner att arbeta mer exakt och för sig själva. Automatiska verktygsväxlare sparar tid och hjälper arbetare att göra mer. IoT-sensorer tittar på hur maskinen fungerar och hjälper till att åtgärda problem innan de blir stora. Robotar och AI hjälper maskiner att arbeta med mindre hjälp från människor och gör borrningen mer exakt.
CNC-system styr borrning med stor noggrannhet. De låter arbetare borra många former och djup om och om igen.
Dessa system ser till att varje del är densamma, vilket är viktigt när man gör många delar.
Avancerade kontroller hjälper till att hantera borrning, åtgärda problem som verktygsböjning och hålla saker svala.
Djupa hålsborrverktyg fungerar bäst med dessa smarta kontroller. Ejektor djuphålsborrning får också bättre resultat från dessa moderna styrsystem.
Gör sig redo för djuphålsborrning tar försiktiga steg. Arbetarna måste välja rätt borr för jobbet. Pistolborrar är bra för små exakta hål. RC-borrar används för större hål. Det första steget är att göra ett pilothål. Detta hål hjälper till att styra huvudborren och förhindrar att den rör sig av spåret. Pilotborren behöver rätt spetsvinkel. För stål fungerar en 120° spets bra. För aluminium är en 90° spets bättre.
Ett starkt kylvätskesystem är mycket viktigt. Kylvätskan bör vara minst 1 000 PSI för djupa hål. Munstycken måste vara nära skäreggen, cirka 5 millimeter bort. Arbetare ändrar hastigheten och matningshastigheten för varje material. Detta hjälper till att sänka värme och verktygsspänning. Chipborttagningssystem måste installeras. RC-borrar använder förseglade rör för att hjälpa till med spån. Pistolborrar fungerar bäst med filtrerad kylvätska.
Styrda bussningar och styrhål håller borren rak. Arbetare tittar på vridmoment och kylvätsketryck. Dessa kontroller hjälper till att hitta verktygsslitage eller brott tidigt. Vissa inställningar använder ultraljudsborrning eller automatisk matning för mycket djupa hål. Att kontrollera verktyg och kylvätska håller ofta borrprocessen stabil.
| Parameter Kategori | Key Setup Parametrar | Inverkan på djuphålsborrning |
|---|---|---|
| Bearbetningsparametrar | Matningshastighet, skärhastighet, borrdiameter | Säkerställer hålkvalitet, effektivitet och livslängd |
| Kylvätskesystem | Högtryckskylvätska, exakt flödeskontroll | Effektiv kylning och spånavlägsnande |
| Verktygsdesign | Pistolborrar, interna kylvätskekanaler | Minskar avböjning, förbättrar finish och precision |
| Maskininställning | Styvhet, spånevakueringsförmåga | Bibehåller stabilitet och noggrannhet |
| Ytterligare kontroller | Filtrering, temperaturkontroll, munstyckspositionering | Förhindrar slitage och överhettning |
| Hålvägledning | Pilothål, styrda bussningar | Minskar avvikelser, förbättrar noggrannheten |
| Avancerade tekniker | Automatiserad matning, ultraljudsassisterad borrning | Förbättrar verktygets livslängd och prestanda |
Tips: Kontrollera alltid kylvätskefilter och temperatur innan du borrar. Ren, sval vätska håller jobbet säkert och exakt.
Djupa hålsborrning följer en uppsättning steg. Varje steg hjälper till att se till att hålet är djupt och rakt.
Arbetarna väljer borrmetoden. De väljer pistolborrning eller BTA-borrning för jobbet.
De gör i ordning maskinen. Maskinen måste vara stadig och inställd för rak borrning.
Specialverktyg skickar högtryckskylvätska till skärområdet.
Det första steget använder en pilotborr. Detta gör en väg för huvudborren och hjälper till med noggrannhet.
Arbetarna byter till huvudborren eller en mixborr. Detta verktyg gör hålet till rätt storlek och jämnhet.
Högtryckskylvätska går till skärplatsen. Detta håller saker svalt och hjälper till att flytta ut marker.
Spån kommer ut genom eller bredvid verktyget. Detta stoppar tilltäppningar och håller hålet rent.
Arbetare tittar på hastighet, matning och kylvätskeflöde. De ändrar dessa för att få rätt håldjup, rakhet och finish.
Borrningen avslutas när hålet är tillräckligt djupt och ser bra ut.
Under borrning kontrollerar arbetarna verktygsslitage och kylvätskeflöde. De gör ändringar för att fortsätta att borra bra.
Spånborttagning och kylning är mycket viktigt vid djuphålsborrning. Spån kan blockera hålet och bryta verktyget om det inte hanteras rätt. Arbetare använder inuti kylvätskesystem för att skicka kylvätska till botten av hålet. Kylvätskan trycker upp spån och kyler skäreggen.
Kylvätsketryck och flöde måste passa hålets storlek och djup. Små hål kan behöva bara 2 liter per minut. Stora hål kan behöva mer än 350 liter per minut. Bra filter håller kylvätskan ren. Filter mellan 20 och 50 mikron fångar upp små bitar. Kylare håller kylvätskan vid rätt temperatur för att skydda pumpar och verktyg.
Arbetare använder sensorer för att övervaka kylvätsketryck och flöde. Dessa sensorer kan hitta verktygsslitage eller brott. Om något går fel kan systemet stoppa borrningen för att undvika skador. Vissa maskiner använder speciella kylvätskekontroller. Dessa kontroller ändrar tryck och flöde efter behov för bästa resultat.
Borrformen hjälper också till med borttagning av spån. Borrar med en marginal ger mer utrymme för spån i långflisande material. Dubbla marginalborrar gör hålen rakare men ger mindre utrymme för spån. Flytande andra marginaler hjälper till att balansera noggrannhet och spånavlägsnande.
Obs: Bra spånavlägsnande och kylning håller djuphålsborrning säker och snabb. Kontrollera alltid kylvätskeflödet och filtren innan du påbörjar ett nytt jobb.
Gundrillning är ett mycket exakt sätt att borra djupa hål. Den använder ett långt, tunt verktyg med ett hål för kylvätska och ett spår för spån. Maskinen trycker kylvätska genom verktygets mitt. Kylvätskan tvättar tillbaka spånen längs spåret. Detta håller borren sval och ren.
Gundrillning är bäst för små hål som måste vara mycket raka och jämna. Bil-, flygplans- och medicinska företag använder pistolborrning för motorblock, verktyg och smådelar. Gundrillning kan göra hål tre till över hundra gånger bredare än själva hålet. Detta gör det bra när du behöver ett rakt hål med snygg finish.
Gunborrning kan vara mycket exakt, cirka 0,0005 tum per tum eller ännu bättre om den är rätt inställd.
Gunborrmaskiner använder ofta djuphålsborrverktyg med en läpp. Dessa verktyg hjälper till att styra borren och hålla den rak. Högtrycksoljekylvätska behövs för detta jobb. Andra kylmedel fungerar inte lika bra. Arbetare börjar vanligtvis med ett pilothål som är lite större än borren. Detta hjälper till att styra verktyget och förhindrar att det rör sig ur kurs.
Gundrilling har många bra poäng:
Mycket exakt och kan göra samma sak om och om igen
Gör hål utan grova kanter och en slät insida
Kan göra speciella former i hål som inte går hela vägen igenom
Men gunborrning fungerar bäst med material upp till en hårdhet på ca 50Rc. Hårdare saker kräver lägre hastigheter och sliter ut verktyget snabbare. Mycket långa borrar behöver extra stöd så att de inte går sönder. Tvårörsborrar används för mjuka metaller med högre kylvätsketryck.
| Aspektdetaljer | |
|---|---|
| Typiska applikationer | Skjutvapen, bilar, flygplan, medicinska verktyg, stansar, hydraulik, pneumatik |
| Viktiga fördelar | Mycket exakta, släta hål, inga grader, repeterbara resultat |
| Maskinintegration | Fungerar på CNC-maskiner, svarvar, fräsar; behöver högtryckskylvätska |
| Begränsningar | Endast för mjukare material, behöver pilothål, måste använda oljekylvätska, behöver stöd för långa borr |
| Verktygslivsfaktorer | Kylmedelstyp, tryck, hastighet, matning, maskininställning |
| Anmärkningar om specialverktyg | Tvårörsborrar för mjuka metaller; speciella former för speciella jobb |
| Olämpliga förhållanden | Använd spiralborrar när hastigheten är viktigare än precisionen |
Gundrilling är bättre än spiralborrning när du behöver ett rakt, slätt hål. Twistborrar är snabbare om du inte behöver perfekta hål.
BTA, eller Boring and Trepanning Association drilling, är ett annat sätt att borra djupa hål. BTA-maskiner använder ett ihåligt rör med ett skärhuvud som skruvas fast. Kylvätska rinner utanför röret. Chips rör sig genom mitten av röret. Detta hjälper till att ta bort spån och kyla verktyget, speciellt för stora hål.
BTA-borrning är bäst för hål från 20 mm till 200 mm breda. Det behövs specialmaskiner som kan snurra både verktyget och detaljen åt olika håll. Detta gör borrningen mer stabil och exakt.
BTA-borrning är snabbare och kan matas snabbare än gunborrning för stora, djupa hål.
BTA använder ett enkelrörssystem. Kylvätska går runt röret och flis kommer ut genom mitten. Detta hindrar verktyget från att skaka och hjälper det att hålla sig starkt, även i hårda metaller. BTA gör släta, raka hål och är bra för att göra massor av delar.
BTA-borrning används i olja och gas, stora maskiner och flygplan. Dessa jobb kräver stora, djupa hål i hårda metaller. BTA-maskiner håller längre och kan arbeta med många sorters material.
| Aspect | Gun Drilling | BTA Drilling |
|---|---|---|
| Verktyg | Långt, tunt verktyg med ett kylvätskehål och ett spår för spån | Ihåligt rör med ett skärhuvud som skruvas fast |
| Kylvätskeflöde | Kylvätska går genom verktygets mitt | Kylvätska rinner utanför röret |
| Chip Evakuering | Spån rör sig längs spåret på utsidan | Chips rör sig genom mitten av röret |
| Typisk håldiameter | Små hål, kan använda speciella eller vissa CNC-maskiner | Stora hål (20-200 mm), behöver specialverktyg och maskiner |
| Maskinkrav | Kan använda svarvar eller specialmaskiner; kan snurra verktyg eller del | Behöver specialmaskiner som snurrar både verktyg och del |
| Djup-diameterförhållande | Kan göra mycket djupa hål, upp till 400:1 | Används för större hål med snabb borrning |
BTA-borrning är snabbare och bättre för stora, djupa hål. Gunborrning är bäst för små, exakta hål men är långsammare för stora jobb. Båda sätten använder maskiner som kan snurra verktyget och delen för bättre hål.
Det finns andra sätt att borra djupa hål förutom gunborrning och BTA. Ejektor djuphålsborrning använder två rör. Kylvätska går mellan rören och flis rör sig genom insidan av röret. Detta fungerar bra för medelstora hål och tar bort spån bra.
Enläpps djuphålsborrning är också vanligt. Den använder ett verktyg med en skäregg och styrkuddar. Detta sätt ger hög noggrannhet och en jämn finish, som gunborrning. Bil- och flygplanstillverkare använder enläpps djuphålsborrning mycket.
Några speciella djuphålsborrningsmetoder är diamantrotationsborrning, slagborrning, jetborrning och borrning med skruv. Varje sätt har sina egna fördelar och används för speciella jobb:
| Metod | Fördelar | Nackdelar | Föredragna scenarier / applikationer |
|---|---|---|---|
| Diamantborrning | Håller länge, bra för hårdrock | Kostar mer, behöver specialverktyg | Hårdrocksjobb |
| Riktad roterande borrning | Kan borra i vinklar | Svårt att göra, behöver duktiga arbetare | Borra brunnar på knepiga ställen |
| Slagverksborrning | Snabbt, billigt för grunda hål | Inte djupt, bullrigt, skakar mycket | Grunda hål, hitta mineraler |
| Jetborrning | Bra för mjuk mark, mycket exakt | Högt, rörigt, bara för mjuk mark | Bygga, kontrollera miljön |
| Borrskruv | Skonsam, bra för ytlig smuts | Inte djupt, inte för hård mark | Jordprovning, små grävjobb |
Andra sätt som inkrementell hålborrning, ringkärna och djuphålsborrning (DHD) används för att kontrollera spänningar i metaller. Djupa hålsborrning är bäst för tjocka metallplattor och hylsor när du behöver gå djupt. Ringkärnan är bra för tjocka delar eller när du vill se stress över ett stort område. För tunna delar är hålborrning och ringkärna lättare och känsligare.
Ejektor djuphålsborrning och enkelläpps djuphålsborrning är båda viktiga i fabriker idag. Arbetarna väljer det bästa sättet baserat på hålstorlek, material och hur exakt hålet behöver vara.
Tips: Välj alltid det sätt att borra med djupa hål som passar jobbet bäst för bra resultat.
Djuphålsborrmaskiner är mycket viktiga i många branscher . Dessa maskiner gör hål som vanliga borrar inte kan. De används när hålet måste vara mycket djupare än det är brett. Djupa hålsborrmaskiner används inom flyg, bil, olja och gas med mera.
Flygbolag använder dessa maskiner för att göra hål i flygplansdelar. De borrar hål för struktur, anslutningar, motorer och hydraulsystem. Dessa maskiner gör också bränsleinsprutningshål och styrhål. Vanliga flyg- och rymddelar är rotoraxlar, kolvar, munstycken, turbiner och landningsställ. Djupa hålsborrning hjälper dessa delar att hålla sig raka och exakta. CNC-kontroller och automation hjälper till att se till att hålen är perfekta för säkerheten.
Djuphålsborrmaskiner kan göra hål upp till 100 gånger djupare än breda.
Flyg- och rymdfabriker använder gunborrning, BTA-borrning och andra speciella sätt.
Dessa maskiner fungerar i både små butiker och stora fabriker.
Bilfabriker använder djuphålsborrmaskiner för vevaxlar, bränsleinsprutare och transmissionsaxlar. Dessa maskiner ser till att hålen är exakta för starka och effektiva delar. Biltillverkare behöver maskiner som arbetar med många metaller och former. Specialverktyg, som vändbara borrar med styrkuddar, hjälper till att göra hålen raka och jämna.
| Aspect | Aerospace | Automotive |
|---|---|---|
| Precision | Extrem noggrannhet | Hög precision |
| Nyckeldelar | Landställ, motorkanaler | Bränslesystem, transmission |
| Materialutbud | Flyg- och rymdlegeringar | Många metaller och legeringar |
Olje- och gasbolag använder djuphålsborrmaskiner för borrkragar, lyftkragar, packare, kopplingar och ventildelar. Dessa maskiner arbetar med hårda stål och superlegeringar. BTA-verktyg gör stora hål, medan pistolborrar gör små exakta hål. Maskiner använder ofta automatisk matning och starka kylvätskesystem för bättre resultat.
| Komponent | Tekniska behov | Typisk användning |
|---|---|---|
| Borrkragar | Djupa, raka hål i hårda material | Utrustning för oljeborrning |
| Ventilstänger/kärnor | Fin hålbearbetning | Styrsystem |
Andra industrier använder också djuphålsborrmaskiner. Dessa inkluderar medicin, skjutvapen, hydraulik, energi, försvar och telekom. Dessa jobb kan vara svåra på grund av borttagning av spån, raka hål och verktygsslitage. Högtryckskylvätska och specialverktyg hjälper till att lösa dessa problem. CNC djuphålsborrmaskiner ger den noggrannhet och flexibilitet som behövs idag.
Att välja rätt djuphålsborrmaskin är mycket viktigt. Maskinnoggrannhet, verktygstyp, kylvätskeflöde och inställning spelar roll. Varje bransch måste välja den bästa maskinen och metoden för bra resultat.
Djupa hålsborrning ger många bra saker till industrin idag. Företag använder det när de behöver hål mycket djupare än de är breda. Detta sätt är känt för att vara mycket exakt och starkt.
Djupa hålsborrning gör raka, djupa hål med snäva gränser. Regelbunden borrning kan inte alltid vara så exakt för långa hål.
Dessa maskiner fungerar snabbare för djupa, tunna hål. De tar bort metall väl och håller spånen i rörelse.
Djupa hålsborrning kan göra hål mycket djupare än deras bredd. Detta kallas ett högt förhållande mellan djup och diameter.
Hålets insida är slätare än vid vanlig borrning. Detta är viktigt för hydrauliska delar och flygplansdelar.
Processen håller materialet starkt. Det lägger mindre stress på delen, vilket hjälper till med hårda metaller som titan.
Maskinerna kan göra speciella former och knepiga hål i ett svep. Detta sparar tid och steg.
Djupa hålsborrning används inom många områden, som att göra pistolpipor, formar och flygplansaxlar.
| förmånskategori | Beskrivning av |
|---|---|
| Precision och noggrannhet | Djupa hålsborrning gör djupa, raka hål med snäva gränser. Detta behövs för flygplans- och maskindelar. |
| Förbättrad ytfinish | Det ger jämnare invändiga ytor än vanlig borrning. Detta har betydelse för hydrauliska delar och flygplansdelar. |
| Förbättrad materialintegritet | Det sänker belastningen på delen, så att materialet förblir starkt. Detta är bra för hårdmetaller som titan. |
| Effektiv materialborttagning | Maskinerna tar bort spån och kyler verktyget väl. Detta låter dem borra snabbare med färre stopp. |
| Möjlighet för djupa hål | De kan borra hål mycket djupare än deras bredd. Regelbundna övningar kan inte göra detta. |
| Mångsidighet | Djupa hålsborrning används i många jobb, som pistolpipor, formar och flygplansaxlar. |
| Komplexa geometrier | Nya sätt låter maskinerna göra knepiga hålformer i ett pass. Det betyder att färre steg behövs. |
Moderna djuphålsborrmaskiner använder smarta kontroller. Dessa kontroller hjälper till att hålla borrningen stabil och gör arbetet snabbare och mer exakt. Till exempel hjälper laserverktyg och sensorer att styra borren och stoppa misstag.
Tips: Att först borra ett litet hål i mitten och sedan använda brotschning kan göra hålet mer exakt och jämnare.
Djuphålsborrning har vissa problem i fabriker. Arbetarna måste se upp för dessa för att maskinerna ska fungera väl.
Maskiner kan gå sönder, som att vrida sig, bryta rör eller rör som spricker. Rör kan också bli trötta och kollapsa.
Stress från användning, som upprepande kraft, kan göra delar svaga över tiden.
Kemiska problem, som rost, kan skada utrustningen.
Rör kan fastna eller ha brutna gängor. Dessa är vanliga maskinproblem.
Att använda för mycket våld av misstag kan bryta saker.
Hård mark kan göra hålet instabilt och sluta borra.
Problem med vätskor, som att förlora borrslam, kan orsaka problem.
För att stoppa dessa problem använder företag smarta styrsystem. Dessa system övervakar processen och ger varningar direkt. De varnar arbetarna för smutsiga filter eller spånstopp. Att rengöra, kontrollera och fixa maskiner hjälper ofta till att stoppa haverier. Arbetare bör leta efter slitna delar, använda rätt olja och föra goda register. Att utbilda arbetare i hur man använder och sköter maskinerna hjälper också till att stoppa många problem.
Obs! Att titta på saker som kraft, tryck och hastighet hjälper till att hitta problem tidigt. Detta håller djuphålsborrning säker och fungerar väl.
Djupa hålsborrmaskiner är viktiga för jobb som kräver djupa, exakta hål. Arbetarna behöver känna till olika maskintyper och borrsteg. Nya verktyg som lasermätning och kontroller under borrning hjälper mycket. Dessa verktyg gör hålen mer exakta och sparar tid. Företag kan välja gunborrning, BTA eller andra sätt för sitt arbete.
Experter säger att man ska börja med ett pilothål, använda rätt kylvätska och följa bra spånborttagningssteg för bästa resultat.
A djuphålsborrmaskin gör hål mycket djupare än de är breda. Dessa maskiner hjälper fabriker att göra raka och exakta hål i metalldelar. De används för saker som motorer, medicinska verktyg och flygplansdelar.
Kylvätska gör att borrkronan inte blir för varm. Den flyttar också metallspån ut ur hålet. Detta hindrar verktyget från att gå sönder. Kylvätska hjälper maskinen att göra jämnare och mer exakta hål.
Djuphålsborrmaskiner kan borra många typer av metall. De arbetar med stål, aluminium, titan och speciallegeringar. Typen av maskin och verktyg beror på hur hård och tjock metallen är.
Industrier använder gunborrning för små och exakta hål. De plockar BTA-borrning för större och djupare hål. Varje sätt har sin egen hastighet, noggrannhet och styrkor för borttagning av spån.
Arbetare kontrollerar kylvätskeflödet och verktygsslitage ofta. De tittar också på maskininställningar för att fånga problem tidigt. Sensorer och smarta kontroller hjälper till att hitta problem snabbt. Rengöring och skötsel av maskinen stoppar haverier.








