

A deep hole drilling machine uses new technology to make long, exact holes in metal parts. Deep hole drilling is important for industries that need holes much longer than they are wide. Car companies use deep hole drilling machines to build engine blocks and shafts. Medical device makers use deep hole drilling to make implants and tools for surgery. Aerospace and oil & gas companies also use these machines. Gundrilling and bta are the main ways to do this.
The Asia-Pacific area is the top market for deep hole drilling machines, and China helps this market grow.
| Industrial Sector | Application Example |
| Automotive | Engine blocks, shafts |
| Medical | Implants, surgical tools |
| Aerospace | Precision components |
| Oil & Gas | Drilling equipment |
Key Takeaways
Deep hole drilling machines make long, accurate holes. Regular drills cannot do this. These machines use special tools. They also use high-pressure coolant. The coolant keeps drills cool. It also helps chips move away.
Gundrilling is best for small, exact holes. BTA drilling is faster for big, deep holes. The right method depends on hole size and material.
Coolant systems and chip removal are very important. They stop tools from breaking. They also keep holes smooth. Workers must watch coolant flow. They must also check tool wear often.
Modern deep hole drilling machines use smart controls. They also use automation. This helps make work more accurate and fast. It also makes work safer. Many industries use these machines. Some are aerospace, automotive, and oil & gas.
Following the right setup steps is important. This includes making pilot holes. It also means using the right drill and coolant. Doing this gives better hole quality. It also helps tools last longer.
Deep Hole Drilling Machine Basics
What Is Deep Hole Drilling
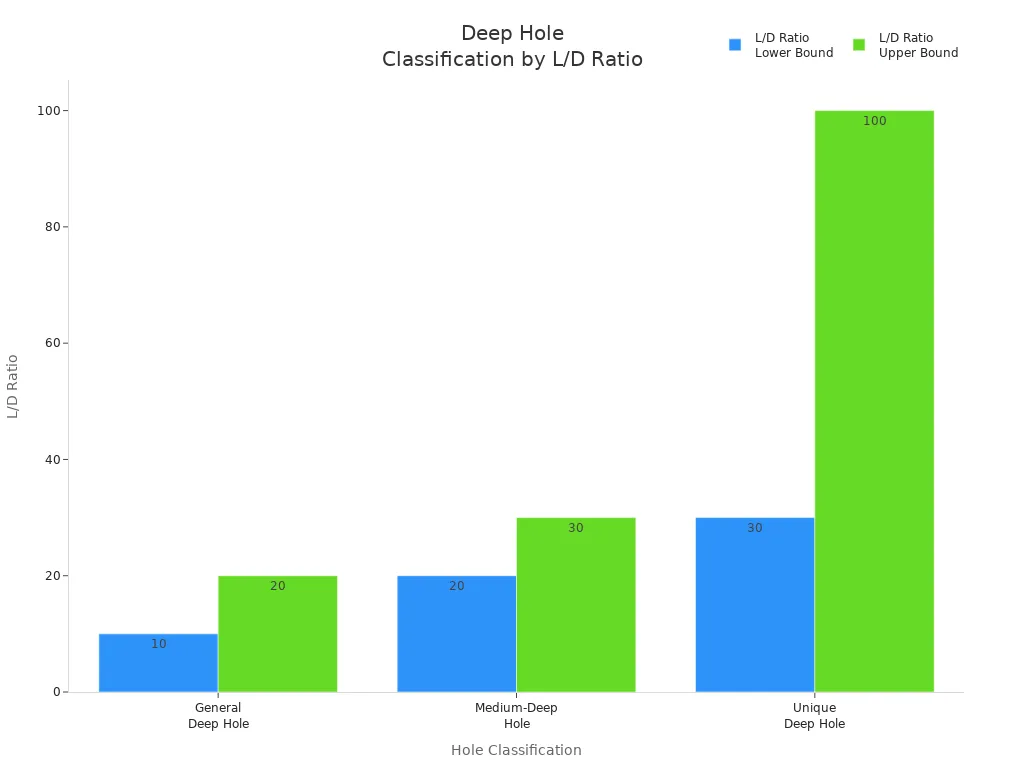
Deep hole drilling makes holes much deeper than they are wide. In factories, a hole is “deep” if it is over ten times deeper than its width. This is called the length-to-diameter (L/D) ratio. When the L/D ratio goes up, drilling gets harder. Some ways to do deep hole drilling are single-lip deep hole drilling, gundrilling, and BTA drilling. These ways help workers make straight and exact holes in metal.
| Classification | L/D Ratio Range | Description / Machining Method |
| General Deep Hole | 10 - 20 | Usually made on drilling machines or lathes with long twist drills. |
| Medium-Deep Hole | 20 - 30 | Often made on a lathe. |
| Unique Deep Hole | 30 - 100 | Needs deep hole drilling machines or special tools with deep-hole drills. |
A deep hole drilling machine uses new technology to work with high L/D ratios. This process is used to make engine blocks, medical implants, and airplane parts. Gundrilling machines and single-lip deep hole drilling are common for these jobs.
Key Features of Deep Hole Drilling Machines
Deep hole drilling machines are different from normal drilling machines because they have special features. They use high-pressure coolant to keep the drill cool and move chips away. Many machines use single-lip deep hole drilling tools with guide pads. Guide pads help the tool stay straight and make the hole wall smooth.
Deep hole drilling machines can work with L/D ratios up to 100 or more.
CNC controls help the machine drill with accuracy and automation.
Special spindles and feed systems move the drill carefully.
High-pressure oil systems keep the drill cool and clean.
Smart control systems change speed, feed, and coolant flow as needed.
Some machines use a double tube system for better coolant flow.
Tool breakage checks and many ways to hold workpieces make things safer and faster.
New deep hole drilling machines have smarter controls, stronger tool materials, and more automation. These updates help workers drill deeper, faster, and more accurately.
Gundrilling machines and single-lip deep hole drilling give high accuracy and smooth holes. Deep hole drilling machines can make big holes and very long holes. This makes them important for many jobs. Deep hole drilling keeps getting better, so results and speed improve.
Components

Spindle and Drill Head
The spindle and drill head are the main parts of deep hole drilling machines. Their design affects how straight and smooth the holes are. Many machines have a headstock that can tilt and turn in different ways. This helps workers drill at many angles and reach more spots. These features make drilling more exact and save time when changing jobs.
Geared transmissions and 50-taper spindles help with strong drilling, like gundrilling and BTA drilling.
Servo-driven ballscrews push the tool with steady force and no looseness. This helps the tool last longer and makes the hole bottom smoother.
High precision parts like glass scales, laser presetting, and workpiece probing help keep holes accurate.
The design keeps tight tolerances, helps workers do more, and makes sure holes are good every time.
Deep hole drilling tools need to fit the spindle and drill head for best results. Ejector deep hole drilling also needs these parts to work well and stay steady.
Coolant and Chip Removal
Coolant and chip removal systems are very important in deep hole drilling machines. Center-through coolant systems send high-pressure coolant right to the tool tip. This helps wash away chips, cool the tool, and makes the tool last longer.
Tests show that CNC machines with inside and outside coolant systems remove chips better and lower heat. Low-frequency vibration drilling with coolant makes cutting easier, tools last longer, and holes look better.
Changing the drill shape, like the point and helix angle, helps chips come out.
High-pressure coolant through the spindle pushes chips out and lowers rubbing.
Changing the feed rate makes chips easier to remove.
Keeping the temperature and air steady helps chips and coolant work right.
These systems stop chips from getting stuck and breaking the tool. They make holes better and let workers drill deeper without stopping. Deep hole drilling tools and ejector deep hole drilling both work better with these systems.
Control Systems
Modern control systems help deep hole drilling machines work more accurately and by themselves. Automatic tool changers save time and help workers do more. IoT sensors watch how the machine works and help fix problems before they get big. Robots and AI help machines work with less help from people and make drilling more exact.
CNC systems control drilling with great accuracy. They let workers drill many shapes and depths again and again.
These systems make sure every part is the same, which is important when making lots of parts.
Advanced controls help manage drilling, fix problems like tool bending, and keep things cool.
Deep hole drilling tools work best with these smart controls. Ejector deep hole drilling also gets better results from these modern control systems.
Process
Setup
Getting ready for deep hole drilling takes careful steps. Workers must pick the right drill for the job. Gun drills are good for small, exact holes. RC drills are used for bigger holes. The first step is making a pilot hole. This hole helps guide the main drill and keeps it from moving off track. The pilot drill needs the right tip angle. For steel, a 120° tip works well. For aluminum, a 90° tip is better.
A strong coolant system is very important. The coolant should be at least 1,000 PSI for deep holes. Nozzles need to be close to the cutting edge, about 5 millimeters away. Workers change the speed and feed rate for each material. This helps lower heat and tool stress. Chip removal systems must be set up. RC drills use sealed tubes to help with chips. Gun drills work best with filtered coolant.
Guided bushings and pilot holes keep the drill straight. Workers watch torque and coolant pressure. These checks help find tool wear or breakage early. Some setups use ultrasonic drilling or automatic feed for very deep holes. Checking tools and coolant often keeps the drilling process steady.
| Parameter Category | Key Setup Parameters | Impact on Deep Hole Drilling Success |
| Machining Parameters | Feed rate, cutting speed, drill diameter | Ensures hole quality, efficiency, and tool life |
| Coolant System | High-pressure coolant, precise flow control | Effective cooling and chip removal |
| Tool Design | Gun drills, internal coolant channels | Reduces deflection, improves finish and precision |
| Machine Setup | Rigidity, chip evacuation capability | Maintains stability and accuracy |
| Additional Controls | Filtration, temperature control, nozzle positioning | Prevents wear and overheating |
| Hole Guidance | Pilot holes, guided bushings | Reduces deviation, improves accuracy |
| Advanced Techniques | Automated feed, ultrasonic-assisted drilling | Enhances tool life and performance |
Tip: Always check coolant filters and temperature before drilling. Clean, cool fluid keeps the job safe and accurate.
Drilling Steps
Deep hole drilling follows a set of steps. Each step helps make sure the hole is deep and straight.
Workers pick the drilling method. They choose gun drilling or BTA drilling for the job.
They get the machine ready. The machine must be steady and set up for straight drilling.
Special tools send high-pressure coolant to the cutting area.
The first step uses a pilot drill. This makes a path for the main drill and helps with accuracy.
Workers switch to the main drill or a mix drill. This tool makes the hole the right size and smoothness.
High-pressure coolant goes to the cutting spot. This keeps things cool and helps move chips out.
Chips come out through or next to the tool. This stops clogs and keeps the hole clean.
Workers watch speed, feed, and coolant flow. They change these to get the right hole depth, straightness, and finish.
Drilling ends when the hole is deep enough and looks good.
During drilling, workers check for tool wear and coolant flow. They make changes to keep drilling going well.
Chip Removal and Cooling
Chip removal and cooling are very important in deep hole drilling. Chips can block the hole and break the tool if not handled right. Workers use inside coolant systems to send coolant to the bottom of the hole. The coolant pushes chips up and cools the cutting edge.
Coolant pressure and flow must fit the hole size and depth. Small holes may need only 2 gallons per minute. Big holes can need more than 350 gallons per minute. Good filters keep the coolant clean. Filters between 20 and 50 microns catch tiny bits. Chillers keep the coolant at the right temperature to protect pumps and tools.
Workers use sensors to watch coolant pressure and flow. These sensors can find tool wear or breakage. If something goes wrong, the system can stop drilling to avoid damage. Some machines use special coolant controls. These controls change pressure and flow as needed for the best results.
Drill shape also helps with chip removal. Single-margin drills give more room for chips in long-chipping materials. Double-margin drills make holes straighter but give less space for chips. Floating second margins help balance accuracy and chip removal.
Note: Good chip removal and cooling keep deep hole drilling safe and fast. Always check coolant flow and filters before starting a new job.
Gundrilling and BTA Methods
Gundrilling
Gundrilling is a very accurate way to drill deep holes. It uses a long, thin tool with one hole for coolant and one groove for chips. The machine pushes coolant through the tool’s center. The coolant washes chips back along the groove. This keeps the drill cool and clean.
Gundrilling is best for small holes that need to be very straight and smooth. Car, airplane, and medical companies use gundrilling for engine blocks, tools, and small parts. Gundrilling can make holes three to over one hundred times wider than the hole itself. This makes it good when you need a straight hole with a nice finish.
Gundrilling can be very exact, about 0.0005 inches per inch or even better if set up right.
Gundrilling machines often use single-lip deep hole drilling tools. These tools help guide the drill and keep it straight. High-pressure oil coolant is needed for this job. Other coolants do not work as well. Workers usually start with a pilot hole a bit bigger than the drill. This helps guide the tool and keeps it from moving off course.
Gundrilling has many good points:
Very accurate and can do the same thing again and again
Makes holes with no rough edges and a smooth inside
Can make special shapes in holes that do not go all the way through
But gundrilling works best with materials up to about 50Rc hardness. Harder stuff needs slower speeds and wears out the tool faster. Very long drills need extra supports so they do not break. Two-flute gundrills are used for soft metals with more coolant pressure.
| Aspect | Details |
| Typical Applications | Firearms, cars, planes, medical tools, dies, hydraulics, pneumatics |
| Key Advantages | Very accurate, smooth holes, no burrs, repeatable results |
| Machine Integration | Works on CNC machines, lathes, mills; needs high-pressure coolant |
| Limitations | Only for softer materials, needs pilot holes, must use oil coolant, needs supports for long drills |
| Tool Life Factors | Coolant type, pressure, speed, feed, machine setup |
| Special Tooling Notes | Two-flute gundrills for soft metals; special shapes for special jobs |
| Unsuitable Conditions | Use twist drills when speed matters more than accuracy |
Gundrilling is better than twist drilling when you need a straight, smooth hole. Twist drills are faster if you do not need perfect holes.
BTA
BTA, or Boring and Trepanning Association drilling, is another way to drill deep holes. BTA machines use a hollow tube with a cutter head that screws on. Coolant flows outside the tube. Chips move through the middle of the tube. This helps remove chips and cool the tool, especially for big holes.
BTA drilling is best for holes from 20 mm to 200 mm wide. It needs special machines that can spin both the tool and the part in different directions. This makes the drilling more steady and accurate.
BTA drilling is faster and can feed more quickly than gundrilling for big, deep holes.
BTA uses a single-tube system. Coolant goes around the tube, and chips come out through the center. This keeps the tool from shaking and helps it stay strong, even in hard metals. BTA makes smooth, straight holes and is good for making lots of parts.
BTA drilling is used in oil and gas, big machines, and airplanes. These jobs need big, deep holes in tough metals. BTA machines last longer and can work with many kinds of materials.
| Aspect | Gun Drilling | BTA Drilling |
| Tooling | Long, thin tool with one coolant hole and one groove for chips | Hollow tube with a cutter head that screws on |
| Coolant Flow | Coolant goes through the tool’s center | Coolant flows outside the tube |
| Chip Evacuation | Chips move along the groove on the outside | Chips move through the center of the tube |
| Typical Hole Diameter | Small holes, can use special or some CNC machines | Big holes (20-200mm), needs special tools and machines |
| Machine Requirements | Can use lathes or special machines; may spin tool or part | Needs special machines that spin both tool and part |
| Depth-to-Diameter Ratio | Can make very deep holes, up to 400:1 | Used for bigger holes with fast drilling |
BTA drilling is quicker and better for big, deep holes. Gundrilling is best for small, exact holes but is slower for big jobs. Both ways use machines that can spin the tool and the part for better holes.
Other Methods
There are other ways to drill deep holes besides gundrilling and BTA. Ejector deep hole drilling uses two tubes. Coolant goes between the tubes, and chips move through the inside tube. This works well for medium-sized holes and removes chips well.
Single-lip deep hole drilling is also common. It uses a tool with one cutting edge and guide pads. This way gives high accuracy and a smooth finish, like gundrilling. Car and airplane makers use single-lip deep hole drilling a lot.
Some special deep hole drilling ways are diamond rotary drilling, percussion drilling, jet drilling, and auger drilling. Each way has its own good points and is used for special jobs:
| Method | Advantages | Disadvantages | Preferred Scenarios / Applications |
| Diamond Rotary Drilling | Lasts long, good for hard rock | Costs more, needs special tools | Hard rock jobs |
| Directional Rotary Drilling | Can drill at angles | Hard to do, needs skilled workers | Drilling wells in tricky places |
| Percussion Drilling | Fast, cheap for shallow holes | Not deep, noisy, shakes a lot | Shallow holes, finding minerals |
| Jet Drilling | Good for soft ground, very exact | Loud, messy, only for soft ground | Building, checking the environment |
| Auger Drilling | Gentle, good for shallow dirt | Not deep, not for hard ground | Soil testing, small digging jobs |
Other ways like incremental hole drilling, ring core, and deep hole drilling (DHD) are used to check stress in metals. Deep hole drilling is best for thick metal plates and sleeves when you need to go deep. The ring core way is good for thick parts or when you want to see stress over a big area. For thin parts, hole drilling and ring core are easier and more sensitive.
Ejector deep hole drilling and single-lip deep hole drilling are both important in factories today. Workers pick the best way based on hole size, material, and how exact the hole needs to be.
Tip: Always pick the deep hole drilling way that fits the job best for good results.
Industrial Applications
Deep hole drilling machines are very important in many industries. These machines make holes that regular drills cannot. They are used when the hole must be much deeper than it is wide. Deep hole drilling machines are used in aerospace, automotive, oil & gas, and more.
Aerospace
Aerospace companies use these machines to make holes in aircraft parts. They drill holes for structure, connections, engines, and hydraulic systems. These machines also make fuel injection holes and guide holes. Common aerospace parts are rotor shafts, pistons, nozzles, turbines, and landing gear. Deep hole drilling helps these parts stay straight and accurate. CNC controls and automation help make sure the holes are perfect for safety.
Deep hole drilling machines can make holes up to 100 times deeper than wide.
Aerospace factories use gundrilling, BTA drilling, and other special ways.
These machines work in both small shops and big factories.
Automotive
Car factories use deep hole drilling machines for crankshafts, fuel injectors, and transmission shafts. These machines make sure holes are exact for strong and efficient parts. Car makers need machines that work with many metals and shapes. Special tools, like indexable gundrills with guide pads, help make holes straight and smooth.
| Aspect | Aerospace | Automotive |
| Precision | Extreme accuracy | High precision |
| Key Parts | Landing gear, engine channels | Fuel systems, transmission |
| Material Range | Aerospace alloys | Many metals and alloys |
Oil & Gas
Oil and gas companies use deep hole drilling machines for drill collars, lifting collars, packers, connectors, and valve parts. These machines work with hard steels and superalloys. BTA tools make big holes, while gun drills make small, exact holes. Machines often use automatic feeding and strong coolant systems for better results.
| Component | Technical Needs | Typical Use |
| Drill collars | Deep, straight holes in hard materials | Oil drilling equipment |
| Valve rods/cores | Fine hole machining | Control systems |
Other Industries
Other industries also use deep hole drilling machines. These include medical, firearms, hydraulics, energy, defense, and telecom. These jobs can be hard because of chip removal, straight holes, and tool wear. High-pressure coolant and special tools help fix these problems. CNC deep hole drilling machines give the accuracy and flexibility needed today.
Picking the right deep hole drilling machine is very important. Machine accuracy, tool type, coolant flow, and setup all matter. Each industry must choose the best machine and method for good results.
Advantages and Challenges
Benefits
Deep hole drilling gives many good things to industry today. Companies use it when they need holes much deeper than they are wide. This way is known for being very accurate and strong.
Deep hole drilling makes straight, deep holes with tight limits. Regular drilling cannot always be this exact for long holes.
These machines work faster for deep, thin holes. They remove metal well and keep chips moving out.
Deep hole drilling can make holes much deeper than their width. This is called a high depth-to-diameter ratio.
The inside of the hole is smoother than with regular drilling. This is important for hydraulic and airplane parts.
The process keeps the material strong. It puts less stress on the part, which helps with hard metals like titanium.
The machines can make special shapes and tricky holes in one go. This saves time and steps.
Deep hole drilling is used in many fields, like making gun barrels, molds, and airplane shafts.
| Benefit Category | Description |
| Precision and Accuracy | Deep hole drilling makes deep, straight holes with tight limits. This is needed for airplane and machine parts. |
| Improved Surface Finish | It gives smoother inside surfaces than regular drilling. This matters for hydraulic and airplane parts. |
| Enhanced Material Integrity | It lowers stress on the part, so the material stays strong. This is good for hard metals like titanium. |
| Efficient Material Removal | The machines remove chips and cool the tool well. This lets them drill faster with fewer stops. |
| Capability for Deep Holes | They can drill holes much deeper than their width. Regular drills cannot do this. |
| Versatility | Deep hole drilling is used in many jobs, like gun barrels, molds, and airplane shafts. |
| Complex Geometries | New ways let the machines make tricky hole shapes in one pass. This means fewer steps are needed. |
Modern deep hole drilling machines use smart controls. These controls help keep drilling steady and make work faster and more exact. For example, laser tools and sensors help guide the drill and stop mistakes.
Tip: Drilling a small center hole first and using reaming after can make the hole more exact and smoother.
Common Issues
Deep hole drilling has some problems in factories. Workers must watch for these to keep machines working well.
Machines can break, like twisting off, breaking pipes, or pipes bursting. Pipes can also get tired and collapse.
Stress from use, like repeating force, can make parts weak over time.
Chemical problems, like rust, can hurt the equipment.
Pipes can get stuck or have broken threads. These are common machine problems.
Using too much force by mistake can break things.
Hard ground can make the hole unstable and stop drilling.
Problems with fluids, like losing drilling mud, can cause trouble.
To stop these problems, companies use smart control systems. These systems watch the process and give alerts right away. They warn workers about dirty filters or chip jams. Cleaning, checking, and fixing machines often helps stop breakdowns. Workers should look for worn parts, use the right oil, and keep good records. Training workers on how to use and care for the machines also helps stop many problems.
Note: Watching things like force, pressure, and speed helps find problems early. This keeps deep hole drilling safe and working well.
Deep hole drilling machines are important for jobs needing deep, exact holes. Workers need to know about different machine types and drilling steps. New tools like laser measurement and checks during drilling help a lot. These tools make holes more accurate and save time. Companies can pick gundrilling, BTA, or other ways for their work.
Experts say to start with a pilot hole, use the right coolant, and follow good chip removal steps for the best results.
FAQ
What is the main purpose of a deep hole drilling machine?
A deep hole drilling machine makes holes much deeper than they are wide. These machines help factories make straight and exact holes in metal parts. They are used for things like engines, medical tools, and airplane parts.
How does coolant help during deep hole drilling?
Coolant keeps the drill bit from getting too hot. It also moves metal chips out of the hole. This stops the tool from breaking. Coolant helps the machine make smoother and more exact holes.
What materials can deep hole drilling machines handle?
Deep hole drilling machines can drill many kinds of metal. They work with steel, aluminum, titanium, and special alloys. The type of machine and tool depends on how hard and thick the metal is.
Why do industries choose gundrilling or BTA methods?
Industries use gundrilling for small and exact holes. They pick BTA drilling for bigger and deeper holes. Each way has its own speed, accuracy, and chip removal strengths.
How do workers keep deep hole drilling machines safe?
Workers check coolant flow and tool wear often. They also watch machine settings to catch problems early. Sensors and smart controls help find issues fast. Cleaning and taking care of the machine stops breakdowns.























