


Vizualizări: 0 Autor: Editor site Ora publicării: 2025-07-30 Origine: Site













O mașină de găurit adâncime folosește o nouă tehnologie pentru a face găuri lungi și exacte în piesele metalice. Forarea găurilor adânci este importantă pentru industriile care au nevoie de găuri mult mai lungi decât largi. Companiile de mașini folosesc mașini de găurit adânci pentru a construi blocuri de motoare și arbori. Producătorii de dispozitive medicale folosesc găuri adânci pentru a face implanturi și instrumente pentru intervenții chirurgicale. Companiile aerospațiale și de petrol și gaze folosesc și ele aceste mașini. Gundrilling și bta sunt principalele modalități de a face acest lucru.
Zona Asia-Pacific este cea mai mare piață pentru mașini de găurit adânc, iar China ajută această piață să crească.
| în sectorul industrial | Exemplu de aplicație |
|---|---|
| Automobile | Blocuri motoare, arbori |
| Medical | Implanturi, instrumente chirurgicale |
| Aerospațial | Componente de precizie |
| Petrol și gaze | Echipamente de foraj |
Mașinile de găurit adânci fac găuri lungi și precise. Exercițiile obișnuite nu pot face acest lucru. Aceste mașini folosesc unelte speciale. De asemenea, folosesc lichid de răcire de înaltă presiune. Lichidul de răcire menține burghiele la rece. De asemenea, ajută jetoanele să se îndepărteze.
Găurirea cu armă este cea mai bună pentru găuri mici, exacte. Găurirea BTA este mai rapidă pentru găurile mari și adânci. Metoda corectă depinde de dimensiunea găurii și de material.
Sistemele de răcire și îndepărtarea așchiilor sunt foarte importante. Opresc uneltele să se spargă. De asemenea, mențin găurile netede. Lucrătorii trebuie să urmărească curgerea lichidului de răcire. De asemenea, trebuie să verifice des uzura sculei.
Mașinile moderne de găurit adânci folosesc comenzi inteligente. De asemenea, folosesc automatizarea. Acest lucru face ca munca să fie mai precisă și mai rapidă. De asemenea, face munca mai sigură. Multe industrii folosesc aceste mașini. Unele sunt aerospațiale, auto și petrol și gaze.
Este important să urmați pașii corecti de configurare. Aceasta include realizarea de găuri pilot. Înseamnă, de asemenea, utilizarea burghiului și a lichidului de răcire potrivite. Făcând acest lucru, obțineți o calitate mai bună a găurii. De asemenea, ajută instrumentele să dureze mai mult.
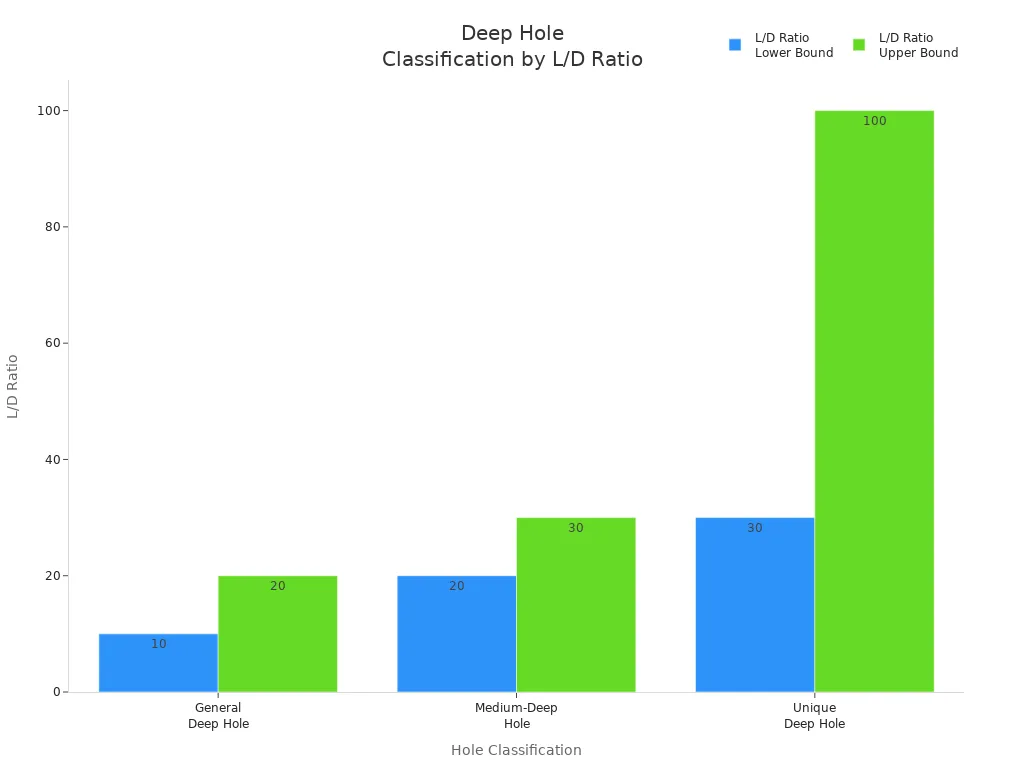
Găurirea adâncă face găurile mult mai adânci decât largi. În fabrici, o gaură este „adâncă” dacă este de peste zece ori mai adâncă decât lățimea sa. Acesta se numește raportul lungime-diametru (L/D). Când raportul L/D crește, forarea devine mai dificilă. Unele modalități de a face găuri adânci sunt găurile adânci cu o singură buză, găurirea cu pistol și găurirea BTA. Aceste moduri ajută lucrătorii să facă găuri drepte și exacte în metal.
| Clasificare Raport | L/D Gama | Descriere / Metoda de prelucrare |
|---|---|---|
| General Deep Hole | 10 - 20 | Fabricat de obicei pe mașini de găurit sau strunguri cu burghie elicoidale lungi. |
| Gaură de adâncime medie | 20 - 30 | Deseori realizate la strung. |
| Gaură adâncă unică | 30 - 100 | Necesita mașini de găurit adânci sau unelte speciale cu burghie pentru găuri adânci. |
O Mașina de găurit adâncime folosește o nouă tehnologie pentru a lucra cu rapoarte mari L/D. Acest proces este utilizat pentru a face blocuri de motoare, implanturi medicale și piese de avion. Mașinile de găurit cu armă și găurirea adânci cu o singură buză sunt comune pentru aceste locuri de muncă.
Mașinile de găurit adânci sunt diferite de mașinile de găurit normale, deoarece au caracteristici speciale. Ei folosesc lichid de răcire de înaltă presiune pentru a menține burghiul rece și pentru a îndepărta așchii. Multe mașini folosesc instrumente de găurit adânci cu o singură buză, cu plăcuțe de ghidare. Tampoanele de ghidare ajută instrumentul să rămână drept și să facă peretele găurii neted.
Mașinile de găurit adânci pot funcționa cu rapoarte L/D de până la 100 sau mai mult.
Comenzile CNC ajută mașina să foreze cu precizie și automatizare.
Fusele speciale și sistemele de alimentare mișcă burghiul cu atenție.
Sistemele de ulei de înaltă presiune mențin burghiul rece și curat.
Sistemele de control inteligente modifică viteza, alimentarea și debitul lichidului de răcire după cum este necesar.
Unele mașini folosesc un sistem cu tub dublu pentru un flux mai bun de lichid de răcire.
Verificările de rupere a sculelor și multe modalități de a ține piesele de prelucrat fac lucrurile mai sigure și mai rapide.
Noile mașini de găurit adânci au controale mai inteligente, materiale mai puternice pentru scule și mai multă automatizare. Aceste actualizări ajută lucrătorii să foreze mai profund, mai rapid și mai precis.
Mașini de găurit cu pistol și găurirea adâncă cu o singură buză oferă o precizie ridicată și găuri netede. Mașinile de găurit adânci pot face găuri mari și găuri foarte lungi. Acest lucru le face importante pentru multe locuri de muncă. Găurirea adânci a găurilor continuă să se îmbunătățească, astfel încât rezultatele și viteza se îmbunătățesc.

Axul și capul de foraj sunt părțile principale ale mașini de găurit adânci . Designul lor afectează cât de drepte și netede sunt găurile. Multe mașini au un cap care se poate înclina și se poate întoarce în moduri diferite. Acest lucru ajută lucrătorii să foreze în mai multe unghiuri și să atingă mai multe puncte. Aceste caracteristici fac găurirea mai exactă și economisesc timp la schimbarea locului de muncă.
Transmisiile cu angrenaje și arborele conice de 50 ajută la găurire puternică, cum ar fi găurirea cu armă și găurirea BTA.
Șuruburile cu bile acționate servo împing unealta cu forță constantă și fără slăbire. Acest lucru ajută instrumentul să dureze mai mult și face ca fundul găurii să fie mai neted.
Piesele de înaltă precizie, cum ar fi cântarele din sticlă, presetarea cu laser și sondarea piesei de prelucrat ajută la menținerea preciziei găurilor.
Designul păstrează toleranțe strânse, ajută lucrătorii să facă mai mult și se asigură că găurile sunt bune de fiecare dată.
Uneltele de găurit adânci trebuie să se potrivească cu axul și capul de găurire pentru cele mai bune rezultate. Găurirea găurii adânci a ejectorului necesită, de asemenea, aceste piese pentru a funcționa bine și a rămâne stabile.
Sistemele de îndepărtare a lichidului de răcire și a așchiilor sunt foarte importante în mașinile de găurit adânci. Sistemele de răcire centrală trimit lichid de răcire de înaltă presiune chiar la vârful sculei. Acest lucru ajută la spălarea așchiilor, la răcirea unealta și face ca unealta să dureze mai mult.
Testele arată că mașinile CNC cu sisteme de răcire în interior și în exterior îndepărtează mai bine așchiile și scad căldura. Găurirea cu vibrații de joasă frecvență cu lichid de răcire face tăierea mai ușoară, sculele durează mai mult, iar găurile arată mai bine.
Schimbarea formei burghiului, cum ar fi punctul și unghiul helixului, ajută la ieșirea așchiilor.
Lichidul de răcire de înaltă presiune prin ax împinge așchii și reduce frecarea.
Modificarea vitezei de avans face așchiile mai ușor de îndepărtat.
Menținerea temperaturii și a aerului constant ajută la funcționarea corectă a așchiilor și a lichidului de răcire.
Aceste sisteme împiedică așchiile să se blocheze și să spargă unealta. Ele fac găuri mai bune și permit lucrătorilor să foreze mai adânc fără oprire. Uneltele de găurire adânci și ejectorul de găurire adânci funcționează mai bine cu aceste sisteme.
Sistemele moderne de control ajută mașinile de găurit adânc să funcționeze mai precis și de la sine. Schimbătoarele automate de scule economisesc timp și ajută lucrătorii să facă mai mult. Senzorii IoT urmăresc modul în care funcționează mașina și ajută la rezolvarea problemelor înainte ca acestea să devină mari. Roboții și inteligența artificială ajută mașinile să lucreze cu mai puțin ajutor din partea oamenilor și fac forarea mai exactă.
Sistemele CNC controlează găurirea cu mare precizie. Ei au permis muncitorilor să foreze multe forme și adâncimi din nou și din nou.
Aceste sisteme se asigură că fiecare piesă este aceeași, ceea ce este important atunci când faceți o mulțime de piese.
Comenzile avansate ajută la gestionarea găuririi, la rezolvarea problemelor precum îndoirea sculelor și la menținerea calității.
Instrumentele de găurire adânci funcționează cel mai bine cu aceste comenzi inteligente. Găurirea găurilor adânci cu ejector obține, de asemenea, rezultate mai bune de la aceste sisteme de control moderne.
Pregătirea pentru forarea găurilor adânci necesită pași atenți. Lucrătorii trebuie să aleagă burghiul potrivit pentru locul de muncă. Burghiile cu pistol sunt bune pentru găuri mici, exacte. Burghiile RC sunt folosite pentru gauri mai mari. Primul pas este realizarea unei gauri pilot. Acest orificiu ajută la ghidarea burghiului principal și îl împiedică să se îndepărteze. Burghiul pilot are nevoie de unghiul corect al vârfului. Pentru oțel, un vârf de 120° funcționează bine. Pentru aluminiu, un vârf de 90° este mai bun.
Un sistem puternic de răcire este foarte important. Lichidul de răcire ar trebui să fie de cel puțin 1.000 PSI pentru găuri adânci. Duzele trebuie să fie aproape de muchia de tăiere, la aproximativ 5 milimetri distanță. Muncitorii modifică viteza și viteza de avans pentru fiecare material. Acest lucru ajută la reducerea stresului termic și a instrumentelor. Trebuie instalate sisteme de îndepărtare a așchiilor. Burghiile RC folosesc tuburi sigilate pentru a ajuta cu așchii. Burghiile cu pistol funcționează cel mai bine cu lichid de răcire filtrat.
Bucșele ghidate și găurile pilot mențin burghiul drept. Muncitorii urmăresc cuplul și presiunea lichidului de răcire. Aceste verificări ajută la identificarea devreme a uzurii sau spargerii sculei. Unele configurații folosesc găurirea cu ultrasunete sau alimentarea automată pentru găuri foarte adânci. Verificarea sculelor și a lichidului de răcire menține adesea procesul de foraj constant.
| Parametru Categoria | Cheie Parametri de configurare | Impactul asupra succesului forării găurii adânci |
|---|---|---|
| Parametri de prelucrare | Viteza de avans, viteza de tăiere, diametrul burghiului | Asigură calitatea găurii, eficiența și durata de viață a sculei |
| Sistem de răcire | Lichid de răcire de înaltă presiune, control precis al debitului | Răcire eficientă și îndepărtare a așchiilor |
| Design instrument | Burghie cu pistol, canale interne de răcire | Reduce deformarea, îmbunătățește finisajul și precizia |
| Configurarea mașinii | Rigiditate, capacitate de evacuare a așchiilor | Menține stabilitatea și precizia |
| Controale suplimentare | Filtrare, controlul temperaturii, poziționarea duzei | Previne uzura și supraîncălzirea |
| Ghidarea găurii | Găuri pilot, bucșe ghidate | Reduce abaterea, îmbunătățește precizia |
| Tehnici avansate | Furaj automat, foraj asistat cu ultrasunete | Îmbunătățește durata de viață și performanța sculei |
Sfat: Verificați întotdeauna filtrele lichidului de răcire și temperatura înainte de găurire. Lichidul curat și rece menține munca sigură și precisă.
Forarea găurilor adânci urmează un set de pași. Fiecare pas vă ajută să vă asigurați că gaura este adâncă și dreaptă.
Muncitorii aleg metoda de foraj. Ei aleg forarea cu pistol sau forajul BTA pentru job.
Ei pregătesc mașina. Mașina trebuie să fie stabilă și configurată pentru găurire dreaptă.
Uneltele speciale trimit lichid de răcire de înaltă presiune în zona de tăiere.
Primul pas folosește un burghiu pilot. Aceasta face o cale pentru burghiul principal și ajută la precizie.
Lucrătorii trec la semănătoarea principală sau la o semănătoare mixtă. Acest instrument face ca gaura să aibă dimensiunea și netezimea potrivite.
Lichidul de răcire de înaltă presiune merge la locul de tăiere. Acest lucru menține lucrurile reci și ajută la mutarea jetoanelor.
Cipsele ies prin sau lângă unealtă. Acest lucru oprește înfundarea și menține gaura curată.
Lucrătorii urmăresc viteza, alimentarea și fluxul de lichid de răcire. Acestea le schimbă pentru a obține adâncimea, dreptatea și finisajul potrivite.
Găurirea se termină când gaura este suficient de adâncă și arată bine.
În timpul forării, lucrătorii verifică uzura sculelor și fluxul de lichid de răcire. Ei fac modificări pentru ca forajul să meargă bine.
Îndepărtarea așchiilor și răcirea sunt foarte importante în găurirea adânci. Așchiile pot bloca gaura și pot sparge unealta dacă nu sunt manipulate corect. Lucrătorii folosesc sistemele de răcire din interior pentru a trimite lichid de răcire în fundul găurii. Lichidul de răcire împinge așchii în sus și răcește muchia de tăiere.
Presiunea și debitul lichidului de răcire trebuie să se potrivească cu dimensiunea și adâncimea găurii. Găurile mici pot avea nevoie de doar 2 galoane pe minut. Găurile mari pot avea nevoie de mai mult de 350 de galoane pe minut. Filtrele bune mențin lichidul de răcire curat. Filtrele între 20 și 50 de microni prind bucăți mici. Răcitoarele mențin lichidul de răcire la temperatura potrivită pentru a proteja pompele și uneltele.
Lucrătorii folosesc senzori pentru a urmări presiunea și debitul lichidului de răcire. Acești senzori pot identifica uzura sau ruperea sculei. Dacă ceva nu merge bine, sistemul poate opri forarea pentru a evita deteriorarea. Unele mașini folosesc comenzi speciale pentru lichidul de răcire. Aceste comenzi modifică presiunea și debitul după cum este necesar pentru cele mai bune rezultate.
Forma găurii ajută, de asemenea, la îndepărtarea așchiilor. Burghiile cu margine unică oferă mai mult spațiu pentru așchii în materialele cu așchii lungi. Burghiile cu margine dublă fac găurile mai drepte, dar oferă mai puțin spațiu pentru așchii. Marjele secundare plutitoare ajută la echilibrarea preciziei și îndepărtarea așchiilor.
Notă: îndepărtarea și răcirea bună a așchiilor mențin forarea găurilor adânci în siguranță și rapidă. Verificați întotdeauna debitul lichidului de răcire și filtrele înainte de a începe o nouă lucrare.
Forajul cu arme este o modalitate foarte precisă de a găuri adânci. Folosește o unealtă lungă și subțire, cu o gaură pentru lichid de răcire și o canelură pentru așchii. Mașina împinge lichidul de răcire prin centrul sculei. Lichidul de răcire spală așchiile înapoi de-a lungul canelurii. Acest lucru menține burghiul rece și curat.
Găurirea cu armă este cea mai bună pentru găurile mici care trebuie să fie foarte drepte și netede. Companiile de mașini, avioane și medicale folosesc forajul cu armă pentru blocurile de motoare, unelte și piese mici. Forajul cu armă poate face găuri de trei până la peste o sută de ori mai largi decât gaura în sine. Acest lucru îl face bine atunci când aveți nevoie de o gaură dreaptă, cu un finisaj frumos.
Forajul cu arme poate fi foarte exact, aproximativ 0,0005 inci pe inch sau chiar mai bine dacă este configurat corect.
Mașinile de găurit cu armă folosesc adesea instrumente de găurit adânci cu o singură buză. Aceste instrumente ajută la ghidarea burghiului și la menținerea dreaptă. Pentru această lucrare este nevoie de lichid de răcire cu ulei de înaltă presiune. Alte lichide de răcire nu funcționează la fel de bine. Muncitorii încep de obicei cu o gaură pilot puțin mai mare decât burghiul. Acest lucru ajută la ghidarea instrumentului și îl împiedică să se îndepărteze de curs.
Gundrilling are multe puncte bune:
Foarte precis și poate face același lucru din nou și din nou
Face găuri fără margini aspre și un interior neted
Poate face forme speciale în găuri care nu trec până la capăt
Dar forajul cu arme funcționează cel mai bine cu materiale de până la o duritate de aproximativ 50Rc. Lucrurile mai dure necesită viteze mai mici și uzează instrumentul mai repede. Burghiile foarte lungi au nevoie de suporturi suplimentare pentru a nu se rupe. Pentru metalele moi cu presiune mai mare a lichidului de răcire se folosesc mașini de găurit cu două caneluri.
| aspect | Detalii |
|---|---|
| Aplicații tipice | Arme de foc, mașini, avioane, instrumente medicale, matrițe, hidraulice, pneumatice |
| Avantaje cheie | Foarte precise, găuri netede, fără bavuri, rezultate repetabile |
| Integrarea mașinii | Lucrari la masini CNC, strunguri, mori; are nevoie de lichid de răcire de înaltă presiune |
| Limitări | Doar pentru materiale mai moi, necesită găuri pilot, trebuie să folosească lichid de răcire cu ulei, are nevoie de suporturi pentru burghie lungi |
| Factorii de viață ai sculei | Tipul lichidului de răcire, presiunea, viteza, alimentarea, setarea mașinii |
| Note speciale de scule | Burghie cu două caneluri pentru metale moi; forme speciale pentru lucrări speciale |
| Condiții nepotrivite | Folosiți burghie elicoidale atunci când viteza contează mai mult decât precizia |
Găurirea cu armă este mai bună decât găurirea prin răsucire atunci când aveți nevoie de o gaură dreaptă și netedă. Burghiile elicoidale sunt mai rapide dacă nu aveți nevoie de găuri perfecte.
BTA, sau forajul Boring and Trepanning Association, este o altă modalitate de a găuri găuri adânci. Mașinile BTA folosesc un tub tubular cu un cap de tăiere care se înșurubează. Lichidul de răcire curge în afara tubului. Cipsele se deplasează prin mijlocul tubului. Acest lucru ajută la îndepărtarea așchiilor și la răcirea unealta, în special pentru găurile mari.
Găurirea BTA este cea mai bună pentru găuri de la 20 mm la 200 mm lățime. Are nevoie de mașini speciale care pot roti atât unealta, cât și piesa în direcții diferite. Acest lucru face ca forarea să fie mai stabilă și mai precisă.
Găurirea BTA este mai rapidă și se poate alimenta mai repede decât forarea cu armă pentru găuri mari și adânci.
BTA folosește un sistem cu un singur tub. Lichidul de răcire trece în jurul tubului, iar așchii ies prin centru. Acest lucru împiedică scuturarea instrumentului și îl ajută să rămână puternic, chiar și în metalele dure. BTA face găuri netede, drepte și este bun pentru a face o mulțime de piese.
Forajul BTA este utilizat în petrol și gaze, mașini mari și avioane. Aceste lucrări au nevoie de găuri mari și adânci în metale dure. Aparatele BTA durează mai mult și pot lucra cu multe tipuri de materiale.
| Aspect | Gun Drilling | BTA Drilling |
|---|---|---|
| Scule | Unealtă lungă și subțire, cu o gaură de răcire și o canelură pentru așchii | Tub tubular cu un cap de tăiere care se înșurubează |
| Debitul lichidului de răcire | Lichidul de răcire trece prin centrul sculei | Lichidul de răcire curge în afara tubului |
| Evacuare cip | Chipsurile se deplasează de-a lungul canelurii din exterior | Cipsele se deplasează prin centrul tubului |
| Diametrul tipic al găurii | Găuri mici, pot folosi mașini speciale sau unele CNC | Găuri mari (20-200 mm), necesită unelte și mașini speciale |
| Cerințe pentru mașină | Poate folosi strunguri sau mașini speciale; poate roti unealta sau piesa | Are nevoie de mașini speciale care rotesc atât unealta, cât și piesa |
| Raportul adâncime-diametru | Poate face găuri foarte adânci, până la 400:1 | Folosit pentru găuri mai mari cu găurire rapidă |
Găurirea BTA este mai rapidă și mai bună pentru găurile mari și adânci. Găurirea cu armă este cea mai bună pentru găuri mici, exacte, dar este mai lentă pentru lucrări mari. Ambele moduri folosesc mașini care pot roti unealta și piesa pentru găuri mai bune.
Există și alte modalități de a găuri găuri adânci în afară de foraj cu arme și BTA. Ejector forarea găurilor adânci utilizează două tuburi. Lichidul de răcire trece între tuburi, iar așchiile se deplasează prin tubul interior. Acest lucru funcționează bine pentru găurile de dimensiuni medii și elimină bine așchiile.
Găurirea adânci cu o singură buză este, de asemenea, comună. Utilizează o unealtă cu o margine de tăiere și plăcuțe de ghidare. Acest mod oferă o precizie ridicată și o finisare netedă, cum ar fi forajul cu armă. Producătorii de mașini și avioane folosesc foarte des găuri adânci cu o singură buză.
Unele modalități speciale de găurire adânci sunt găurirea rotativă cu diamant, găurirea cu percuție, găurirea cu jet și găurirea cu melc. Fiecare mod are propriile sale puncte bune și este folosit pentru lucrări speciale:
| Metodă | Avantaje | Dezavantaje | Scenarii / Aplicații preferate |
|---|---|---|---|
| Foraj rotativ cu diamant | Durează mult, bun pentru hard rock | Costă mai mult, necesită instrumente speciale | Locuri de muncă hard rock |
| Foraj rotativ direct | Poate găuri în unghi | Greu de făcut, are nevoie de muncitori calificați | Forarea puțurilor în locuri dificile |
| Foraj cu percuție | Rapid, ieftin pentru găuri puțin adânci | Nu adânc, zgomotos, tremură mult | Găuri puțin adânci, găsirea de minerale |
| Foraj cu jet | Bun pentru teren moale, foarte exact | Tare, dezordonat, numai pentru pământ moale | Construirea, verificarea mediului |
| Foraj cu melc | Bland, bun pentru murdaria de mica adancime | Nu adânc, nu pentru pământ dur | Testarea solului, lucrări mici de săpat |
Alte moduri, cum ar fi găurirea incrementală, miezul inel și găurirea adâncă (DHD) sunt utilizate pentru a verifica tensiunile în metale. Găurirea adânci este cea mai bună pentru plăci metalice groase și manșoane atunci când trebuie să mergeți adânc. Calea miezului inelului este bună pentru părți groase sau când doriți să vedeți stresul pe o zonă mare. Pentru piesele subțiri, găurirea și miezul inelului sunt mai ușoare și mai sensibile.
Găurirea găurilor adânci cu ejector și găurirea găurii adânci cu o singură buză sunt ambele importante în fabrici de astăzi. Lucrătorii aleg cea mai bună modalitate în funcție de dimensiunea găurii, materialul și cât de exactă trebuie să fie găuri.
Sfat: alegeți întotdeauna modalitatea de găurire adâncă care se potrivește cel mai bine lucrării pentru rezultate bune.
Mașinile de găurit adânci sunt foarte importante în multe industrii . Aceste mașini fac găuri pe care burghiile obișnuite nu le pot face. Se folosesc atunci când gaura trebuie să fie mult mai adâncă decât lată. Mașinile de găurit adânci sunt utilizate în industria aerospațială, auto, petrol și gaze și multe altele.
Companiile aerospațiale folosesc aceste mașini pentru a face găuri în piesele aeronavelor. Ei forează găuri pentru structură, conexiuni, motoare și sisteme hidraulice. Aceste mașini fac, de asemenea, găuri de injecție de combustibil și găuri de ghidare. Părțile aerospațiale obișnuite sunt arborii rotorului, pistoanele, duzele, turbinele și trenul de aterizare. Găurirea adânci ajută aceste piese să rămână drepte și precise. Comenzile CNC și automatizarea vă ajută să vă asigurați că găurile sunt perfecte pentru siguranță.
Mașinile de găurit adânci pot face găuri de până la 100 de ori mai adânci decât largi.
Fabricile aerospațiale folosesc forajul cu armă, forajul BTA și alte moduri speciale.
Aceste mașini funcționează atât în magazine mici, cât și în fabrici mari.
Fabricile de mașini folosesc mașini de găurit adânci pentru arbori cotiți, injectoare de combustibil și arbori de transmisie. Aceste mașini se asigură că găurile sunt exacte pentru piesele puternice și eficiente. Producătorii de mașini au nevoie de mașini care lucrează cu multe metale și forme. Uneltele speciale, cum ar fi burghiile indexabile cu tampoane de ghidare, ajută la realizarea găurilor drepte și netede.
| Aspect | Aerospace | Automotive |
|---|---|---|
| Precizie | Precizie extremă | Precizie mare |
| Părți cheie | Tren de aterizare, canale de motor | Sisteme de alimentare, transmisie |
| Gama de materiale | Aliaje aerospațiale | Multe metale și aliaje |
Companiile de petrol și gaze folosesc mașini de găurit adânci pentru gulere de foraj, gulere de ridicare, packere, conectori și piese de supape. Aceste mașini lucrează cu oțeluri dure și superaliaje. Uneltele BTA fac găuri mari, în timp ce burghiile cu pistol fac găuri mici, exacte. Mașinile folosesc adesea alimentare automată și sisteme puternice de răcire pentru rezultate mai bune.
| ale componentelor | Nevoi tehnice | Utilizare tipică |
|---|---|---|
| Gulerele de găurit | Găuri adânci și drepte în materiale dure | Echipamente de foraj petrolier |
| Tije/miezuri de supapă | Prelucrare cu găuri fine | Sisteme de control |
Alte industrii folosesc, de asemenea, mașini de găurit adânci. Acestea includ medicamente, arme de foc, hidraulice, energie, apărare și telecomunicații. Aceste lucrări pot fi dificile din cauza îndepărtarii așchiilor, a găurilor drepte și a uzurii sculelor. Lichidul de răcire de înaltă presiune și uneltele speciale ajută la rezolvarea acestor probleme. Mașinile CNC de găurit adânci oferă precizia și flexibilitatea necesare astăzi.
Alegerea mașinii potrivite pentru găuri adânci este foarte importantă. Precizia mașinii, tipul de sculă, debitul de lichid de răcire și configurarea contează. Fiecare industrie trebuie să aleagă cea mai bună mașină și metoda pentru rezultate bune.
Forarea adâncimii oferă multe lucruri bune industriei astăzi. Companiile îl folosesc atunci când au nevoie de găuri mult mai adânci decât largi. Acest mod este cunoscut pentru că este foarte precis și puternic.
Forarea găurilor adânci face găuri drepte, adânci, cu limite strânse. Găurirea regulată nu poate fi întotdeauna atât de exactă pentru găurile lungi.
Aceste mașini funcționează mai rapid pentru găuri adânci și subțiri. Îndepărtează bine metalul și mențin așchiile în mișcare.
Găurirea adânci poate face găuri mult mai adânci decât lățimea lor. Acesta se numește un raport mare adâncime-diametru.
Interiorul găurii este mai neted decât la găurirea obișnuită. Acest lucru este important pentru piesele hidraulice și pentru avioane.
Procesul menține materialul puternic. Ea pune mai puțin stres asupra piesei, ceea ce ajută la metalele dure precum titanul.
Mașinile pot face forme speciale și găuri dificile dintr-o singură mișcare. Acest lucru economisește timp și pași.
Forarea găurilor adânci este folosită în multe domenii, cum ar fi fabricarea țevilor de arme, matrițelor și arborilor de avioane.
| categoriei de beneficii | Descrierea |
|---|---|
| Precizie și acuratețe | Forarea găurilor adânci face găuri adânci, drepte, cu limite strânse. Acest lucru este necesar pentru piesele de avioane și mașini. |
| Finisaj îmbunătățit al suprafeței | Oferă suprafețe interioare mai netede decât găurirea obișnuită. Acest lucru contează pentru piesele hidraulice și pentru avioane. |
| Integritate materială îmbunătățită | Reduce stresul asupra piesei, astfel încât materialul rămâne puternic. Acest lucru este bun pentru metale dure precum titanul. |
| Îndepărtarea eficientă a materialului | Mașinile îndepărtează așchiile și răcesc bine unealta. Acest lucru le permite să foreze mai repede, cu mai puține opriri. |
| Capacitate pentru găuri adânci | Pot găuri găuri mult mai adânc decât lățimea lor. Exercițiile obișnuite nu pot face acest lucru. |
| Versatilitate | Forarea găurilor adânci este folosită în multe locuri de muncă, cum ar fi țevi de pistol, matrițe și arbori de avioane. |
| Geometrii complexe | Noile modalități permit mașinilor să facă forme dificile de găuri într-o singură trecere. Aceasta înseamnă că sunt necesari mai puțini pași. |
Mașinile moderne de găurit adânci folosesc comenzi inteligente. Aceste comenzi ajută la menținerea forării stabile și fac lucrul mai rapid și mai precis. De exemplu, uneltele și senzorii laser ajută la ghidarea forajului și la oprirea greșelilor.
Sfat: găurirea mai întâi a unei mici găuri centrale și utilizarea alezării după poate face gaura mai exactă și mai netedă.
Forarea găurilor adânci are unele probleme în fabrici. Lucrătorii trebuie să aibă grijă de acestea pentru ca mașinile să funcționeze bine.
Mașinile se pot rupe, cum ar fi răsucirea, spargerea țevilor sau spargerea țevilor. De asemenea, țevile pot obosi și se pot prăbuși.
Stresul de la utilizare, cum ar fi forța repetată, poate face piesele slabe în timp.
Problemele chimice, cum ar fi rugina, pot dăuna echipamentului.
Conductele se pot bloca sau au fire rupte. Acestea sunt probleme comune ale mașinii.
Folosind prea multă forță din greșeală poate rupe lucrurile.
Pământul dur poate face gaura instabilă și poate opri forarea.
Problemele cu fluidele, cum ar fi pierderea noroiului de foraj, pot cauza probleme.
Pentru a opri aceste probleme, companiile folosesc sisteme de control inteligente. Aceste sisteme urmăresc procesul și oferă alerte imediat. Ei avertizează lucrătorii despre filtrele murdare sau blocajele de așchii. Curățarea, verificarea și repararea mașinilor ajută adesea la oprirea defecțiunilor. Lucrătorii ar trebui să caute piesele uzate, să folosească uleiul potrivit și să țină evidențe bune. De asemenea, instruirea lucrătorilor cu privire la modul de utilizare și îngrijire a mașinilor ajută la stoparea multor probleme.
Notă: Vizionarea lucrurilor precum forța, presiunea și viteza vă ajută să găsiți probleme din timp. Acest lucru menține forarea găurilor adânci în siguranță și funcționează bine.
Mașinile de găurit adânci sunt importante pentru lucrările care necesită găuri adânci și exacte. Lucrătorii trebuie să cunoască diferite tipuri de mașini și pași de găurire. Noile instrumente, cum ar fi măsurarea cu laser și verificările în timpul forajului, ajută foarte mult. Aceste instrumente fac găurile mai precise și economisesc timp. Companiile pot alege foraj cu arme, BTA sau alte moduri pentru munca lor.
Experții spun să începeți cu o gaură pilot, să folosiți lichidul de răcire potrivit și să urmați pașii buni de îndepărtare a așchiilor pentru cele mai bune rezultate.
O Mașina de găurit adâncime face găurile mult mai adânci decât largi. Aceste mașini ajută fabricile să facă găuri drepte și exacte în piesele metalice. Sunt folosite pentru lucruri precum motoare, instrumente medicale și piese de avioane.
Lichidul de răcire împiedică burghiul să se încălzească prea mult. De asemenea, mută așchii de metal din gaură. Acest lucru oprește ruperea instrumentului. Lichidul de răcire ajută mașina să facă găuri mai fine și mai precise.
Mașinile de găurit adânci pot găuri multe tipuri de metal. Lucrează cu oțel, aluminiu, titan și aliaje speciale. Tipul de mașină și unealtă depinde de cât de dur și gros este metalul.
Industriile folosesc forajul cu armă pentru găuri mici și exacte. Ei aleg Găurire BTA pentru găuri mai mari și mai adânci. Fiecare modalitate are propria viteză, precizie și forțe de îndepărtare a așchiilor.
Lucrătorii verifică frecvent debitul lichidului de răcire și uzura sculelor. De asemenea, urmăresc setările mașinii pentru a detecta problemele din timp. Senzorii și comenzile inteligente ajută la identificarea rapidă a problemelor. Curățarea și îngrijirea mașinii oprește avariile.








