


Mga Pagtingin: 0 May-akda: Site Editor Oras ng Pag-publish: 2025-07-30 Pinagmulan: Site













Ang isang deep hole drilling machine ay gumagamit ng bagong teknolohiya upang makagawa ng mahaba at eksaktong butas sa mga bahaging metal. Ang deep hole drilling ay mahalaga para sa mga industriya na nangangailangan ng mga butas nang mas mahaba kaysa sa lapad nito. Gumagamit ang mga kumpanya ng kotse ng mga deep hole drilling machine upang bumuo ng mga bloke ng engine at shaft. Gumagamit ang mga gumagawa ng medical device ng deep hole drill para gumawa ng mga implant at tool para sa operasyon. Ginagamit din ng mga kumpanya ng aerospace at langis at gas ang mga makinang ito. Gundrilling at bta ang mga pangunahing paraan para gawin ito.
Ang lugar sa Asia-Pacific ay ang nangungunang merkado para sa mga deep hole drilling machine, at tinutulungan ng China na lumago ang market na ito.
| sa Sektor ng Industriya | Halimbawa ng Application |
|---|---|
| Automotive | Mga bloke ng makina, mga baras |
| Medikal | Mga implant, mga tool sa pag-opera |
| Aerospace | Mga bahagi ng katumpakan |
| Langis at Gas | Mga kagamitan sa pagbabarena |
Ang mga deep hole drilling machine ay gumagawa ng mahaba at tumpak na mga butas. Hindi ito magagawa ng mga regular na drill. Ang mga makinang ito ay gumagamit ng mga espesyal na tool. Gumagamit din sila ng high-pressure coolant. Pinapanatili ng coolant na cool ang mga drill. Tinutulungan din nito ang mga chips na lumayo.
Ang gundrilling ay pinakamainam para sa maliliit, eksaktong mga butas. Ang BTA drilling ay mas mabilis para sa malaki at malalalim na butas. Ang tamang paraan ay depende sa laki ng butas at materyal.
Napakahalaga ng mga coolant system at pagtanggal ng chip. Pinipigilan nilang masira ang mga gamit. Pinapanatili din nila ang mga butas na makinis. Dapat panoorin ng mga manggagawa ang daloy ng coolant. Dapat din nilang suriin ang pagkasuot ng kasangkapan nang madalas.
Ang mga modernong deep hole drilling machine ay gumagamit ng mga matalinong kontrol. Gumagamit din sila ng automation. Nakakatulong ito na gawing mas tumpak at mabilis ang trabaho. Ginagawa rin nitong mas ligtas ang trabaho. Maraming industriya ang gumagamit ng mga makinang ito. Ang ilan ay aerospace, automotive, at langis at gas.
Ang pagsunod sa mga tamang hakbang sa pag-setup ay mahalaga. Kabilang dito ang paggawa ng mga pilot hole. Nangangahulugan din ito ng paggamit ng tamang drill at coolant. Ang paggawa nito ay nagbibigay ng mas mahusay na kalidad ng butas. Tinutulungan din nito ang mga tool na magtagal.
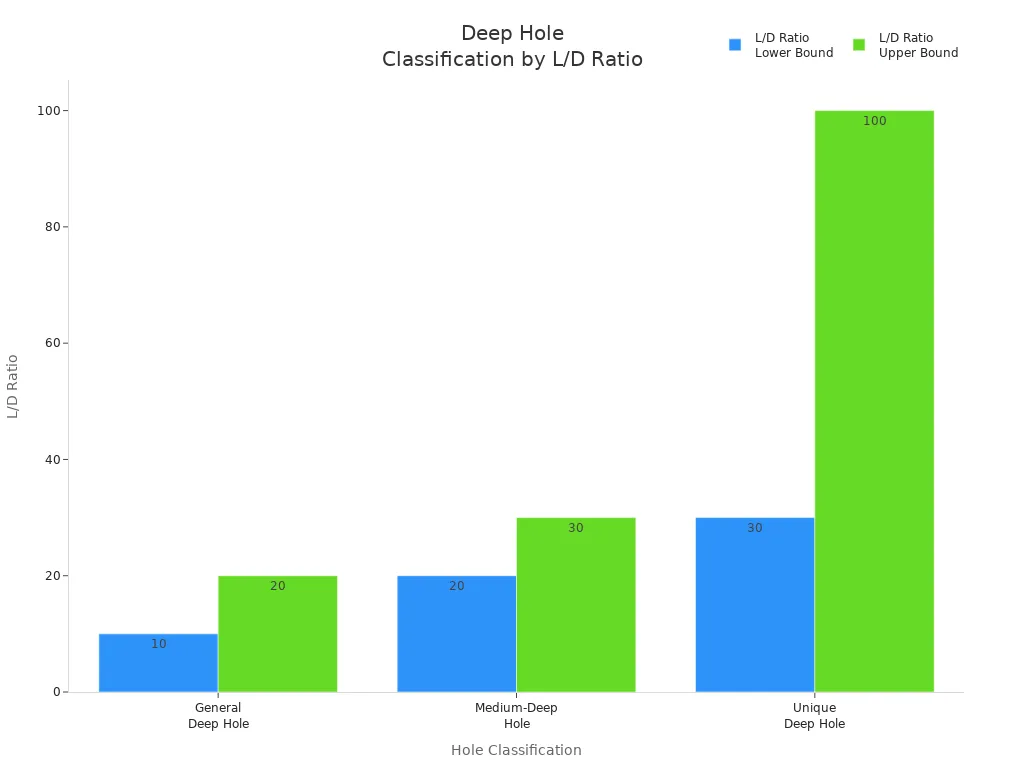
Ang deep hole drilling ay ginagawang mas malalim ang mga butas kaysa sa lapad nito. Sa mga pabrika, ang isang butas ay 'malalim' kung ito ay higit sa sampung beses na mas malalim kaysa sa lapad nito. Ito ay tinatawag na ratio ng haba-sa-diameter (L/D). Kapag ang L/D ratio ay tumaas, ang pagbabarena ay nagiging mas mahirap. Ang ilang paraan para gawin ang deep hole drilling ay single-lip deep hole drilling, gundrill, at BTA drilling. Ang mga paraang ito ay tumutulong sa mga manggagawa na gumawa ng tuwid at eksaktong mga butas sa metal.
| Klasipikasyon | L/D Ratio Range | Paglalarawan / Paraan ng Machining |
|---|---|---|
| Pangkalahatang Deep Hole | 10 - 20 | Karaniwang ginawa sa mga drilling machine o lathe na may mahabang twist drill. |
| Katamtaman-Malalim na Hole | 20 - 30 | Madalas na ginawa sa isang lathe. |
| Natatanging Deep Hole | 30 - 100 | Kailangan ng deep hole drilling machine o mga espesyal na tool na may deep-hole drill. |
A Ang deep hole drilling machine ay gumagamit ng bagong teknolohiya upang gumana sa mataas na L/D ratios. Ang prosesong ito ay ginagamit upang gumawa ng mga bloke ng makina, mga medikal na implant, at mga bahagi ng eroplano. Karaniwan para sa mga trabahong ito ang mga gundrilling machine at single-lip deep hole drilling.
Ang mga deep hole drilling machine ay naiiba sa mga normal na drilling machine dahil mayroon silang mga espesyal na tampok. Gumagamit sila ng high-pressure coolant upang panatilihing cool ang drill at alisin ang mga chips. Maraming makina ang gumagamit ng single-lip deep hole drilling tools na may guide pad. Tinutulungan ng mga guide pad ang tool na manatiling tuwid at gawing makinis ang dingding ng butas.
Ang mga deep hole drilling machine ay maaaring gumana sa L/D ratios hanggang 100 o higit pa.
Tinutulungan ng mga kontrol ng CNC ang machine drill nang may katumpakan at automation.
Ang mga espesyal na spindle at feed system ay maingat na gumagalaw sa drill.
Ang mga high-pressure na sistema ng langis ay nagpapanatiling cool at malinis ang drill.
Binabago ng mga smart control system ang bilis, feed, at daloy ng coolant kung kinakailangan.
Ang ilang mga makina ay gumagamit ng double tube system para sa mas mahusay na daloy ng coolant.
Ang mga pagsusuri sa pagkasira ng tool at maraming paraan sa paghawak ng mga workpiece ay ginagawang mas ligtas at mas mabilis ang mga bagay.
Ang mga bagong deep hole drilling machine ay may mas matalinong mga kontrol, mas malakas na tool na materyales, at mas maraming automation. Ang mga update na ito ay tumutulong sa mga manggagawa na mag-drill nang mas malalim, mas mabilis, at mas tumpak.
Gundrilling machine at Ang single-lip deep hole drilling ay nagbibigay ng mataas na katumpakan at makinis na mga butas. Ang mga deep hole drilling machine ay maaaring gumawa ng malalaking butas at napakahabang butas. Ginagawa nitong mahalaga sila para sa maraming trabaho. Ang deep hole drill ay patuloy na nagiging mas mahusay, kaya ang mga resulta at bilis ay bumubuti.

Ang spindle at drill head ay ang mga pangunahing bahagi ng deep hole drilling machines . Ang kanilang disenyo ay nakakaapekto sa kung gaano tuwid at makinis ang mga butas. Maraming makina ang may headstock na maaaring tumagilid at umikot sa iba't ibang paraan. Nakakatulong ito sa mga manggagawa na mag-drill sa maraming anggulo at maabot ang mas maraming lugar. Ang mga tampok na ito ay ginagawang mas tumpak ang pagbabarena at nakakatipid ng oras kapag nagbabago ng mga trabaho.
Nakakatulong ang mga geared transmission at 50-taper spindle sa malakas na pagbabarena, tulad ng gundrill at BTA drilling.
Tinutulak ng mga servo-driven na ballscrew ang tool nang may tuluy-tuloy na puwersa at walang pagkaluwag. Tinutulungan nito ang tool na magtagal at ginagawang mas makinis ang ilalim ng butas.
Ang mga bahaging may mataas na katumpakan tulad ng mga kaliskis ng salamin, pag-preset ng laser, at pagsuri sa workpiece ay nakakatulong na panatilihing tumpak ang mga butas.
Ang disenyo ay nagpapanatili ng mahigpit na pagpapahintulot, tumutulong sa mga manggagawa na gumawa ng higit pa, at tinitiyak na ang mga butas ay maganda sa bawat oras.
Kailangang magkasya ang mga tool sa deep hole drill sa spindle at drill head para sa pinakamahusay na mga resulta. Kailangan din ng ejector deep hole drilling ang mga bahaging ito upang gumana nang maayos at manatiling matatag.
Napakahalaga ng mga coolant at chip removal system sa mga deep hole drilling machine. Ang mga center-through na coolant system ay nagpapadala ng high-pressure coolant sa dulo ng tool. Nakakatulong ito na hugasan ang mga chips, palamigin ang tool, at pinapatagal ang tool.
Ipinapakita ng mga pagsubok na ang mga CNC machine na may mga coolant system sa loob at labas ay nag-aalis ng mga chips nang mas mahusay at mas mababa ang init. Ang low-frequency vibration drilling na may coolant ay nagpapadali sa pagputol, mas tumatagal ang mga tool, at mas maganda ang hitsura ng mga butas.
Ang pagpapalit ng hugis ng drill, tulad ng punto at anggulo ng helix, ay nakakatulong na lumabas ang mga chips.
Ang high-pressure coolant sa spindle ay nagtutulak ng mga chips palabas at nagpapababa ng rubbing.
Ang pagpapalit ng feed rate ay ginagawang mas madaling alisin ang mga chips.
Ang pagpapanatiling matatag sa temperatura at hangin ay tumutulong sa mga chips at coolant na gumana nang tama.
Pinipigilan ng mga system na ito ang mga chips na makaalis at masira ang tool. Ginagawa nilang mas mahusay ang mga butas at hinahayaan ang mga manggagawa na mag-drill nang mas malalim nang walang tigil. Ang mga deep hole drilling tool at ejector deep hole drilling ay parehong gumagana nang mas mahusay sa mga system na ito.
Ang mga modernong control system ay tumutulong sa mga deep hole drilling machine na gumana nang mas tumpak at mag-isa. Ang mga awtomatikong nagpapalit ng tool ay nakakatipid ng oras at tumutulong sa mga manggagawa na gumawa ng higit pa. Ang mga sensor ng IoT ay nanonood kung paano gumagana ang makina at tumutulong na ayusin ang mga problema bago sila maging malaki. Ang mga robot at AI ay tumutulong sa mga makina na gumana nang may kaunting tulong mula sa mga tao at ginagawang mas tumpak ang pagbabarena.
Kinokontrol ng mga CNC system ang pagbabarena nang may mahusay na katumpakan. Hinahayaan nila ang mga manggagawa na mag-drill ng maraming hugis at lalim nang paulit-ulit.
Tinitiyak ng mga system na ito na ang bawat bahagi ay pareho, na mahalaga kapag gumagawa ng maraming bahagi.
Nakakatulong ang mga advanced na kontrol na pamahalaan ang pag-drill, ayusin ang mga problema tulad ng tool bending, at panatilihing cool ang mga bagay.
Pinakamahusay na gumagana ang mga deep hole drilling tool sa mga matalinong kontrol na ito. Ang ejector deep hole drilling ay nakakakuha din ng mas magagandang resulta mula sa mga modernong control system na ito.
Paghahanda para sa maingat na hakbang ang pagbabarena ng malalim na butas . Dapat piliin ng mga manggagawa ang tamang drill para sa trabaho. Ang mga drills ng baril ay mabuti para sa maliliit, eksaktong butas. Ginagamit ang mga RC drill para sa mas malalaking butas. Ang unang hakbang ay ang paggawa ng pilot hole. Ang butas na ito ay tumutulong na gabayan ang pangunahing drill at pinipigilan ito mula sa pag-alis ng track. Ang pilot drill ay nangangailangan ng tamang anggulo ng tip. Para sa bakal, gumagana nang maayos ang 120° tip. Para sa aluminyo, mas mabuti ang 90° tip.
Napakahalaga ng isang malakas na sistema ng coolant. Ang coolant ay dapat na hindi bababa sa 1,000 PSI para sa malalim na mga butas. Ang mga nozzle ay kailangang malapit sa cutting edge, mga 5 millimeters ang layo. Binabago ng mga manggagawa ang bilis at rate ng feed para sa bawat materyal. Nakakatulong ito sa pagpapababa ng init at stress ng tool. Dapat i-set up ang mga sistema ng pag-alis ng chip. Ang mga RC drill ay gumagamit ng mga selyadong tubo upang tumulong sa mga chips. Ang mga gun drill ay pinakamahusay na gumagana sa na-filter na coolant.
Pinapanatili ng mga guided bushing at pilot hole ang drill na tuwid. Ang mga manggagawa ay nanonood ng torque at presyon ng coolant. Nakakatulong ang mga pagsusuring ito na mahanap nang maaga ang pagkasira o pagkasira ng kasangkapan. Ang ilang mga setup ay gumagamit ng ultrasonic drilling o awtomatikong feed para sa napakalalim na mga butas. Ang pagsuri sa mga tool at coolant ay madalas na nagpapanatili sa proseso ng pagbabarena. Epekto
| Kategorya ng Parameter | ng Mga Parameter ng Key Setup ng | sa Tagumpay ng Deep Hole Drilling |
|---|---|---|
| Mga Parameter ng Machining | Feed rate, bilis ng pagputol, diameter ng drill | Tinitiyak ang kalidad ng butas, kahusayan, at buhay ng tool |
| Sistema ng Coolant | High-pressure coolant, tumpak na kontrol sa daloy | Mabisang paglamig at pagtanggal ng chip |
| Disenyo ng Tool | Mga gun drill, panloob na mga channel ng coolant | Binabawasan ang pagpapalihis, pinapabuti ang pagtatapos at katumpakan |
| Pag-setup ng Machine | Rigidity, kakayahan sa paglikas ng chip | Pinapanatili ang katatagan at katumpakan |
| Mga Karagdagang Kontrol | Pagsala, kontrol sa temperatura, pagpoposisyon ng nozzle | Pinipigilan ang pagsusuot at sobrang init |
| Patnubay sa butas | Pilot hole, guided bushings | Binabawasan ang paglihis, nagpapabuti ng katumpakan |
| Mga Advanced na Teknik | Automated feed, ultrasonic-assisted drilling | Pinahuhusay ang buhay at pagganap ng tool |
Tip: Palaging suriin ang mga filter at temperatura ng coolant bago mag-drill. Ang malinis, malamig na likido ay nagpapanatili sa trabaho na ligtas at tumpak.
Ang pagbabarena ng malalim na butas ay sumusunod sa isang hanay ng mga hakbang. Nakakatulong ang bawat hakbang na tiyaking malalim at tuwid ang butas.
Pinipili ng mga manggagawa ang paraan ng pagbabarena. Pinipili nila ang pagbabarena ng baril o pagbabarena ng BTA para sa trabaho.
Inihanda nila ang makina. Ang makina ay dapat na matatag at naka-set up para sa tuwid na pagbabarena.
Ang mga espesyal na tool ay nagpapadala ng high-pressure coolant sa cutting area.
Ang unang hakbang ay gumagamit ng pilot drill. Gumagawa ito ng landas para sa pangunahing drill at nakakatulong sa katumpakan.
Lumipat ang mga manggagawa sa pangunahing drill o mix drill. Ginagawa ng tool na ito ang butas ng tamang sukat at kinis.
Ang high-pressure coolant ay pumupunta sa cutting spot. Pinapanatili nitong cool ang mga bagay at nakakatulong na alisin ang mga chips.
Ang mga chip ay lumalabas sa pamamagitan o sa tabi ng tool. Pinipigilan nito ang mga bara at pinananatiling malinis ang butas.
Ang mga manggagawa ay nanonood ng bilis, feed, at daloy ng coolant. Binabago nila ang mga ito upang makuha ang tamang lalim, tuwid, at pagtatapos ng butas.
Ang pagbabarena ay nagtatapos kapag ang butas ay sapat na malalim at mukhang maganda.
Sa panahon ng pagbabarena, sinusuri ng mga manggagawa ang pagkasuot ng tool at daloy ng coolant. Gumagawa sila ng mga pagbabago upang mapanatiling maayos ang pagbabarena.
Ang pag-alis at paglamig ng chip ay napakahalaga sa deep hole drilling. Maaaring harangan ng mga chips ang butas at masira ang tool kung hindi mahawakan nang tama. Gumagamit ang mga manggagawa sa loob ng mga coolant system para magpadala ng coolant sa ilalim ng butas. Itinutulak ng coolant ang mga chips pataas at pinapalamig ang cutting edge.
Ang presyon at daloy ng coolant ay dapat magkasya sa laki at lalim ng butas. Ang maliliit na butas ay maaaring kailanganin lamang ng 2 galon kada minuto. Ang malalaking butas ay maaaring mangailangan ng higit sa 350 galon kada minuto. Ang mga magagandang filter ay nagpapanatili ng malinis na coolant. Ang mga filter sa pagitan ng 20 at 50 microns ay nakakakuha ng maliliit na piraso. Pinapanatili ng mga chiller ang coolant sa tamang temperatura upang maprotektahan ang mga bomba at tool.
Gumagamit ang mga manggagawa ng mga sensor para panoorin ang presyon at daloy ng coolant. Ang mga sensor na ito ay makakahanap ng pagkasira o pagkasira ng tool. Kung may mali, maaaring ihinto ng system ang pagbabarena upang maiwasan ang pinsala. Ang ilang mga makina ay gumagamit ng mga espesyal na kontrol ng coolant. Ang mga kontrol na ito ay nagbabago ng presyon at daloy kung kinakailangan para sa pinakamahusay na mga resulta.
Nakakatulong din ang hugis ng drill sa pagtanggal ng chip. Ang mga single-margin drills ay nagbibigay ng mas maraming puwang para sa mga chips sa mga materyales na pang-chipping. Ang mga double-margin drill ay ginagawang mas tuwid ang mga butas ngunit nagbibigay ng mas kaunting espasyo para sa mga chips. Ang mga lumulutang na pangalawang margin ay nakakatulong sa balanse ng katumpakan at pag-alis ng chip.
Tandaan: Ang mahusay na pag-alis at paglamig ng chip ay panatilihing ligtas at mabilis ang deep hole drilling. Palaging suriin ang daloy ng coolant at mga filter bago magsimula ng bagong trabaho.
Ang gundrilling ay isang napakatumpak na paraan upang mag-drill ng malalalim na butas. Gumagamit ito ng mahaba at manipis na tool na may isang butas para sa coolant at isang uka para sa mga chips. Itinutulak ng makina ang coolant sa gitna ng tool. Ang coolant ay naghuhugas ng mga chips pabalik sa kahabaan ng uka. Pinapanatili nitong malamig at malinis ang drill.
Ang gundrilling ay pinakamainam para sa maliliit na butas na kailangang maging tuwid at makinis. Gumagamit ang mga kumpanya ng kotse, eroplano, at medikal na gundrill para sa mga bloke ng makina, kasangkapan, at maliliit na bahagi. Ang gundrilling ay maaaring gumawa ng mga butas ng tatlo hanggang mahigit isang daang beses na mas malawak kaysa sa mismong butas. Ginagawa nitong mabuti kapag kailangan mo ng isang tuwid na butas na may magandang tapusin.
Ang paggundrilling ay maaaring maging napaka-eksakto, mga 0.0005 pulgada bawat pulgada o mas mabuti pa kung naka-set up nang tama.
Ang mga gundrilling machine ay kadalasang gumagamit ng single-lip deep hole drilling tools. Ang mga tool na ito ay tumutulong na gabayan ang drill at panatilihin itong tuwid. Kailangan ang high-pressure oil coolant para sa trabahong ito. Ang ibang mga coolant ay hindi rin gumagana. Karaniwang nagsisimula ang mga manggagawa sa isang pilot hole na medyo mas malaki kaysa sa drill. Nakakatulong ito sa paggabay sa tool at pinipigilan itong umalis sa kurso.
Ang Gundrilling ay may maraming magagandang puntos:
Napakatumpak at kayang gawin ang parehong bagay nang paulit-ulit
Gumagawa ng mga butas na walang magaspang na gilid at makinis sa loob
Maaaring gumawa ng mga espesyal na hugis sa mga butas na hindi napupunta sa lahat ng paraan
Ngunit ang gunndrilling ay pinakamahusay na gumagana sa mga materyales hanggang sa humigit-kumulang 50Rc na tigas. Ang mas mahirap na bagay ay nangangailangan ng mas mabagal na bilis at mas mabilis na nauubos ang tool. Ang mga napakahabang drill ay nangangailangan ng mga karagdagang suporta upang hindi masira. Ang dalawang-flute na gundrill ay ginagamit para sa malambot na mga metal na may mas maraming coolant pressure.
| ng Aspekto | Mga Detalye |
|---|---|
| Mga Karaniwang Aplikasyon | Mga baril, kotse, eroplano, kagamitang medikal, dies, hydraulics, pneumatics |
| Pangunahing Kalamangan | Tunay na tumpak, makinis na mga butas, walang burr, nauulit na mga resulta |
| Pagsasama ng makina | Gumagana sa CNC machine, lathes, mill; kailangan ng high-pressure coolant |
| Mga Limitasyon | Para lamang sa mas malambot na materyales, nangangailangan ng mga pilot hole, dapat gumamit ng oil coolant, nangangailangan ng mga suporta para sa mahabang drills |
| Mga Salik sa Buhay ng Tool | Uri ng coolant, presyon, bilis, feed, setup ng makina |
| Mga Tala sa Espesyal na Tooling | Dalawang-flute gunndrills para sa malambot na mga metal; mga espesyal na hugis para sa mga espesyal na trabaho |
| Hindi angkop na Kondisyon | Gumamit ng mga twist drill kapag ang bilis ay mahalaga kaysa sa katumpakan |
Ang gundrilling ay mas mahusay kaysa sa twist drilling kapag kailangan mo ng isang tuwid at makinis na butas. Ang mga twist drill ay mas mabilis kung hindi mo kailangan ng perpektong butas.
Ang BTA, o Boring and Trepanning Association drilling, ay isa pang paraan upang mag-drill ng malalalim na butas. Gumagamit ang mga BTA machine ng hollow tube na may cutter head na naka-screw. Ang coolant ay dumadaloy sa labas ng tubo. Ang mga chip ay gumagalaw sa gitna ng tubo. Nakakatulong ito na alisin ang mga chips at palamig ang tool, lalo na para sa malalaking butas.
Ang pagbabarena ng BTA ay pinakamainam para sa mga butas mula 20 mm hanggang 200 mm ang lapad. Nangangailangan ito ng mga espesyal na makina na maaaring paikutin ang kasangkapan at ang bahagi sa iba't ibang direksyon. Ginagawa nitong mas matatag at tumpak ang pagbabarena.
Ang BTA drilling ay mas mabilis at mas mabilis na makakain kaysa sa gundrill para sa malaki at malalalim na butas.
Gumagamit ang BTA ng single-tube system. Umiikot ang coolant sa tubo, at lumalabas ang mga chips sa gitna. Pinipigilan nitong manginig ang tool at tinutulungan itong manatiling malakas, kahit na sa matitigas na metal. Gumagawa ang BTA ng makinis, tuwid na mga butas at mainam para sa paggawa ng maraming bahagi.
Ang BTA drilling ay ginagamit sa langis at gas, malalaking makina, at eroplano. Ang mga trabahong ito ay nangangailangan ng malaki at malalalim na butas sa matigas na metal. Ang mga makina ng BTA ay mas tumatagal at maaaring gumana sa maraming uri ng mga materyales.
| Aspect | Gun Drilling | BTA Drilling |
|---|---|---|
| Tooling | Mahaba at manipis na tool na may isang coolant hole at isang uka para sa mga chips | Hollow tube na may cutter head na naka-screw |
| Daloy ng Coolant | Ang coolant ay dumadaan sa gitna ng tool | Ang coolant ay dumadaloy sa labas ng tubo |
| Paglisan ng Chip | Ang mga chip ay gumagalaw sa kahabaan ng uka sa labas | Ang mga chip ay gumagalaw sa gitna ng tubo |
| Karaniwang Diameter ng Butas | Maliit na butas, maaaring gumamit ng espesyal o ilang CNC machine | Malaking butas (20-200mm), nangangailangan ng mga espesyal na kasangkapan at makina |
| Mga Kinakailangan sa Makina | Maaaring gumamit ng mga lathe o mga espesyal na makina; maaaring paikutin ang kasangkapan o bahagi | Nangangailangan ng mga espesyal na makina na umiikot sa parehong kasangkapan at bahagi |
| Lalim-sa-Diameter Ratio | Maaaring gumawa ng napakalalim na mga butas, hanggang sa 400:1 | Ginagamit para sa mas malalaking butas na may mabilis na pagbabarena |
Ang BTA drilling ay mas mabilis at mas mahusay para sa malalaking, malalim na butas. Ang gundrilling ay pinakamainam para sa maliliit, eksaktong butas ngunit mas mabagal para sa malalaking trabaho. Ang parehong mga paraan ay gumagamit ng mga makina na maaaring paikutin ang tool at ang bahagi para sa mas mahusay na mga butas.
Mayroong iba pang mga paraan upang mag-drill ng malalim na mga butas bukod sa gundrill at BTA. Ejector Ang deep hole drilling ay gumagamit ng dalawang tubo. Ang coolant ay napupunta sa pagitan ng mga tubo, at ang mga chips ay gumagalaw sa loob ng tubo. Ito ay mahusay na gumagana para sa katamtamang laki ng mga butas at mahusay na nag-aalis ng mga chips.
ang single-lip deep hole drilling . Karaniwan din Gumagamit ito ng tool na may isang cutting edge at guide pad. Ang ganitong paraan ay nagbibigay ng mataas na katumpakan at isang makinis na pagtatapos, tulad ng gundrill. Ang mga gumagawa ng sasakyan at eroplano ay madalas na gumagamit ng single-lip deep hole drilling.
Ang ilang espesyal na paraan ng deep hole drilling ay ang diamond rotary drilling, percussion drilling, jet drilling, at auger drilling. Ang bawat paraan ay may kanya-kanyang magagandang puntos at ginagamit para sa mga espesyal na trabaho:
| Pamamaraan | Mga Kalamangan | Mga Disadvantage | Mga Ginustong Sitwasyon / Aplikasyon |
|---|---|---|---|
| Diamond Rotary Drilling | Tumatagal ng mahaba, mabuti para sa hard rock | Mas mahal, nangangailangan ng mga espesyal na tool | Mga trabahong hard rock |
| Direksyon Rotary Drilling | Maaaring mag-drill sa mga anggulo | Mahirap gawin, kailangan ng mga skilled workers | Pagbabarena ng mga balon sa mahirap na lugar |
| Pagbabarena ng Percussion | Mabilis, mura para sa mababaw na butas | Hindi malalim, maingay, nanginginig | Mababaw na butas, paghahanap ng mga mineral |
| Jet Drilling | Mabuti para sa malambot na lupa, napaka eksakto | Malakas, magulo, para lamang sa malambot na lupa | Pagbuo, pagsuri sa kapaligiran |
| Pagbabarena ng Auger | Malumanay, mabuti para sa mababaw na dumi | Hindi malalim, hindi para sa matigas na lupa | Pagsusuri ng lupa, maliliit na trabaho sa paghuhukay |
Ang iba pang mga paraan tulad ng incremental hole drilling, ring core, at deep hole drilling (DHD) ay ginagamit upang suriin ang stress sa mga metal. Ang deep hole drilling ay pinakamainam para sa makapal na metal plate at manggas kapag kailangan mong lumalim. Ang ring core way ay mabuti para sa makapal na bahagi o kapag gusto mong makakita ng stress sa isang malaking lugar. Para sa mga manipis na bahagi, ang pagbutas ng butas at ang core ng singsing ay mas madali at mas sensitibo.
Ang ejector deep hole drilling at single-lip deep hole drilling ay parehong mahalaga sa mga pabrika ngayon. Pinipili ng mga manggagawa ang pinakamahusay na paraan batay sa laki ng butas, materyal, at kung gaano ka eksakto ang butas.
Tip: Palaging piliin ang malalim na butas na paraan ng pagbabarena na pinakaangkop sa trabaho para sa magagandang resulta.
Ang mga deep hole drilling machine ay napakahalaga sa maraming industriya . Ang mga makinang ito ay gumagawa ng mga butas na hindi magagawa ng mga regular na drill. Ginagamit ang mga ito kapag ang butas ay dapat na mas malalim kaysa sa lapad nito. Ang mga deep hole drilling machine ay ginagamit sa aerospace, automotive, langis at gas, at higit pa.
Ginagamit ng mga kumpanya ng aerospace ang mga makinang ito upang gumawa ng mga butas sa mga bahagi ng sasakyang panghimpapawid. Nag-drill sila ng mga butas para sa istruktura, koneksyon, makina, at hydraulic system. Gumagawa din ang mga makinang ito ng mga butas ng iniksyon ng gasolina at mga butas ng gabay. Ang mga karaniwang bahagi ng aerospace ay mga rotor shaft, piston, nozzle, turbine, at landing gear. Tinutulungan ng deep hole drill ang mga bahaging ito na manatiling tuwid at tumpak. Nakakatulong ang mga kontrol at automation ng CNC na tiyaking perpekto ang mga butas para sa kaligtasan.
Ang mga deep hole drilling machine ay maaaring gumawa ng mga butas ng hanggang 100 beses na mas malalim kaysa sa lapad.
Gumagamit ang mga pabrika ng aerospace ng gundrill, BTA drilling, at iba pang espesyal na paraan.
Gumagana ang mga makinang ito sa parehong maliliit na tindahan at malalaking pabrika.
Gumagamit ang mga pabrika ng kotse ng mga deep hole drilling machine para sa mga crankshaft, fuel injector, at transmission shaft. Tinitiyak ng mga makinang ito na eksakto ang mga butas para sa matibay at mahusay na mga bahagi. Ang mga gumagawa ng kotse ay nangangailangan ng mga makina na gumagana sa maraming metal at hugis. Ang mga espesyal na tool, tulad ng mga na-index na gundrill na may mga guide pad, ay tumutulong na gawing tuwid at makinis ang mga butas.
| Aspect | Aerospace | Automotive |
|---|---|---|
| Katumpakan | Sobrang katumpakan | Mataas na katumpakan |
| Mga Pangunahing Bahagi | Landing gear, mga channel ng engine | Mga sistema ng gasolina, paghahatid |
| Saklaw ng Materyal | Aerospace alloys | Maraming mga metal at haluang metal |
Gumagamit ang mga kumpanya ng langis at gas ng mga deep hole drilling machine para sa drill collars, lifting collars, packers, connectors, at valve parts. Gumagana ang mga makinang ito sa matitigas na bakal at superalloy. Ang mga tool ng BTA ay gumagawa ng malalaking butas, habang ang mga gun drill ay gumagawa ng maliliit at eksaktong butas. Ang mga makina ay madalas na gumagamit ng awtomatikong pagpapakain at malakas na mga sistema ng coolant para sa mas mahusay na mga resulta.
| ng Component | Technical Needs | Pangkalahatang Paggamit |
|---|---|---|
| Mag-drill collars | Malalim, tuwid na mga butas sa matitigas na materyales | Kagamitan sa pagbabarena ng langis |
| Valve rods/cores | Fine hole machining | Mga sistema ng kontrol |
Ang ibang mga industriya ay gumagamit din ng mga deep hole drilling machine. Kabilang dito ang medikal, mga baril, haydrolika, enerhiya, depensa, at telecom. Ang mga trabahong ito ay maaaring maging mahirap dahil sa pagtanggal ng chip, mga tuwid na butas, at pagkasuot ng tool. Nakakatulong ang high-pressure coolant at mga espesyal na tool na ayusin ang mga problemang ito. Ang CNC deep hole drilling machine ay nagbibigay ng katumpakan at flexibility na kailangan ngayon.
Ang pagpili ng tamang deep hole drilling machine ay napakahalaga. Mahalaga ang katumpakan ng makina, uri ng tool, daloy ng coolant, at pag-setup. Dapat piliin ng bawat industriya ang pinakamahusay na makina at pamamaraan para sa magagandang resulta.
Ang deep hole drilling ay nagbibigay ng maraming magagandang bagay sa industriya ngayon. Ginagamit ito ng mga kumpanya kapag kailangan nila ng mga butas na mas malalim kaysa sa lapad nito. Ang paraang ito ay kilala sa pagiging tumpak at malakas.
Ang deep hole drilling ay gumagawa ng mga tuwid at malalalim na butas na may mahigpit na limitasyon. Ang regular na pagbabarena ay hindi maaaring palaging ganito eksakto para sa mahabang butas.
Ang mga makinang ito ay gumagana nang mas mabilis para sa malalim at manipis na mga butas. Tinatanggal nila nang maayos ang metal at pinapanatiling lumalabas ang mga chips.
Ang pagbabarena ng malalim na butas ay maaaring gumawa ng mga butas na mas malalim kaysa sa kanilang lapad. Ito ay tinatawag na mataas na depth-to-diameter ratio.
Ang loob ng butas ay mas makinis kaysa sa regular na pagbabarena. Ito ay mahalaga para sa hydraulic at airplane parts.
Ang proseso ay nagpapanatili ng materyal na malakas. Ito ay naglalagay ng mas kaunting stress sa bahagi, na tumutulong sa mga matitigas na metal tulad ng titanium.
Ang mga makina ay maaaring gumawa ng mga espesyal na hugis at nakakalito na mga butas nang sabay-sabay. Makakatipid ito ng oras at hakbang.
Ang deep hole drilling ay ginagamit sa maraming larangan, tulad ng paggawa ng mga baril ng baril, amag, at mga baras ng eroplano.
| ng Kategorya ng Benepisyo | Paglalarawan |
|---|---|
| Katumpakan at Katumpakan | Ang deep hole drilling ay gumagawa ng malalim at tuwid na mga butas na may mahigpit na limitasyon. Ito ay kinakailangan para sa mga bahagi ng eroplano at makina. |
| Pinahusay na Surface Finish | Nagbibigay ito ng mas makinis na panloob na ibabaw kaysa sa regular na pagbabarena. Mahalaga ito para sa mga bahagi ng haydroliko at eroplano. |
| Pinahusay na Integridad ng Materyal | Pinapababa nito ang stress sa bahagi, kaya nananatiling malakas ang materyal. Ito ay mabuti para sa matitigas na metal tulad ng titanium. |
| Mahusay na Pag-alis ng Materyal | Ang mga makina ay nag-aalis ng mga chips at pinalamig ng mabuti ang tool. Nagbibigay-daan ito sa kanila na mag-drill nang mas mabilis sa mas kaunting mga paghinto. |
| Kakayahan para sa Malalim na Butas | Maaari silang mag-drill ng mga butas na mas malalim kaysa sa kanilang lapad. Hindi ito magagawa ng mga regular na drill. |
| Kagalingan sa maraming bagay | Ang deep hole drilling ay ginagamit sa maraming trabaho, tulad ng mga baril ng baril, amag, at mga baras ng eroplano. |
| Mga Kumplikadong Geometry | Hinahayaan ng mga bagong paraan ang mga makina na gumawa ng mga nakakalito na hugis ng butas sa isang pass. Nangangahulugan ito na mas kaunting mga hakbang ang kailangan. |
Ang mga modernong deep hole drilling machine ay gumagamit ng mga matalinong kontrol. Nakakatulong ang mga kontrol na ito na panatilihing matatag ang pagbabarena at gawing mas mabilis at mas tumpak ang trabaho. Halimbawa, ang mga tool at sensor ng laser ay tumutulong na gabayan ang drill at ihinto ang mga pagkakamali.
Tip: Ang pag-drill muna ng maliit na butas sa gitna at ang paggamit ng reaming pagkatapos ay maaaring gawing mas tumpak at mas makinis ang butas.
Ang deep hole drilling ay may ilang mga problema sa mga pabrika. Dapat bantayan ng mga manggagawa ang mga ito upang mapanatiling gumagana nang maayos ang mga makina.
Maaaring masira ang mga makina, tulad ng pag-twist off, pagsira ng mga tubo, o pagputok ng mga tubo. Ang mga tubo ay maaari ding mapagod at bumagsak.
Ang stress mula sa paggamit, tulad ng paulit-ulit na puwersa, ay maaaring magpapahina sa mga bahagi sa paglipas ng panahon.
Ang mga problema sa kemikal, tulad ng kalawang, ay maaaring makapinsala sa kagamitan.
Maaaring makaalis ang mga tubo o may mga sirang sinulid. Ito ang mga karaniwang problema sa makina.
Ang paggamit ng labis na puwersa nang hindi sinasadya ay maaaring makasira ng mga bagay.
Maaaring gawin ng matigas na lupa ang butas na hindi matatag at huminto sa pagbabarena.
Ang mga problema sa mga likido, tulad ng pagkawala ng pagbabarena ng putik, ay maaaring magdulot ng problema.
Upang ihinto ang mga problemang ito, ang mga kumpanya ay gumagamit ng mga smart control system. Pinapanood ng mga system na ito ang proseso at nagbibigay kaagad ng mga alerto. Binabalaan nila ang mga manggagawa tungkol sa maruruming filter o chip jam. Ang paglilinis, pagsuri, at pag-aayos ng mga makina ay kadalasang nakakatulong sa paghinto ng mga pagkasira. Ang mga manggagawa ay dapat maghanap ng mga sira na bahagi, gumamit ng tamang langis, at magtago ng magagandang tala. Ang pagsasanay sa mga manggagawa kung paano gamitin at pangalagaan ang mga makina ay nakakatulong din sa paghinto ng maraming problema.
Tandaan: Ang panonood ng mga bagay tulad ng puwersa, presyon, at bilis ay nakakatulong na makahanap ng mga problema nang maaga. Pinapanatili nitong ligtas at gumagana nang maayos ang deep hole drilling.
Ang mga deep hole drilling machine ay mahalaga para sa mga trabahong nangangailangan ng malalim at eksaktong butas. Kailangang malaman ng mga manggagawa ang tungkol sa iba't ibang uri ng makina at mga hakbang sa pagbabarena. Malaking tulong ang mga bagong tool tulad ng pagsukat ng laser at mga pagsusuri sa panahon ng pagbabarena. Ang mga tool na ito ay gumagawa ng mga butas na mas tumpak at makatipid ng oras. Maaaring pumili ang mga kumpanya ng gundrill, BTA, o iba pang paraan para sa kanilang trabaho.
Sinasabi ng mga eksperto na magsimula sa isang pilot hole, gamitin ang tamang coolant, at sundin ang magagandang hakbang sa pag-alis ng chip para sa pinakamahusay na mga resulta.
A Ang deep hole drilling machine ay gumagawa ng mga butas na mas malalim kaysa sa lapad nito. Ang mga makinang ito ay tumutulong sa mga pabrika na gumawa ng tuwid at eksaktong mga butas sa mga bahaging metal. Ginagamit ang mga ito para sa mga bagay tulad ng mga makina, kagamitang medikal, at bahagi ng eroplano.
Pinipigilan ng coolant ang drill bit na hindi masyadong mainit. Inilalabas din nito ang mga metal chips mula sa butas. Pinipigilan nito ang tool mula sa pagsira. Tinutulungan ng coolant ang makina na gawing mas makinis at mas eksaktong mga butas.
Ang mga deep hole drilling machine ay maaaring mag-drill ng maraming uri ng metal. Gumagana ang mga ito sa bakal, aluminyo, titan, at mga espesyal na haluang metal. Ang uri ng makina at kasangkapan ay depende sa kung gaano katigas at kapal ang metal.
Gumagamit ang mga industriya ng gundrill para sa maliliit at eksaktong butas. Pumipili sila BTA drilling para sa mas malaki at mas malalim na butas. Ang bawat paraan ay may sariling bilis, katumpakan, at lakas sa pag-alis ng chip.
Madalas na sinusuri ng mga manggagawa ang daloy ng coolant at pagsusuot ng tool. Nanonood din sila ng mga setting ng makina upang maagang mahuli ang mga problema. Nakakatulong ang mga sensor at smart control na mahanap ang mga isyu nang mabilis. Ang paglilinis at pag-aalaga ng makina ay humihinto sa mga pagkasira.








