


Visninger: 0 Forfatter: Webstedsredaktør Udgivelsestid: 30-07-2025 Oprindelse: websted













En dybt hul boremaskine bruger ny teknologi til at lave lange, nøjagtige huller i metaldele. Dybhulsboring er vigtig for industrier, der har brug for huller meget længere, end de er brede. Bilfirmaer bruger dybe huls boremaskiner til at bygge motorblokke og aksler. Fabrikanter af medicinsk udstyr bruger dybe huller til at lave implantater og værktøjer til kirurgi. Luftfarts- og olie- og gasselskaber bruger også disse maskiner. Gundrilling og bta er de vigtigste måder at gøre dette på.
Asien-Stillehavsområdet er topmarkedet for dybe huls boremaskiner, og Kina hjælper dette marked med at vokse.
| i industrisektoren | Eksempel på anvendelse |
|---|---|
| Automotive | Motorblokke, aksler |
| Medicinsk | Implantater, kirurgiske værktøjer |
| Rumfart | Præcisionskomponenter |
| Olie & Gas | Boreudstyr |
Dybhulsboremaskiner laver lange, nøjagtige huller. Regelmæssige øvelser kan ikke gøre dette. Disse maskiner bruger specialværktøj. De bruger også højtrykskølevæske. Kølevæsken holder borene kølige. Det hjælper også chips med at flytte væk.
Gunboring er bedst til små, nøjagtige huller. BTA-boring er hurtigere til store, dybe huller. Den rigtige metode afhænger af hulstørrelse og materiale.
Kølevæskesystemer og spånfjernelse er meget vigtigt. De forhindrer værktøj i at gå i stykker. De holder også huller glatte. Arbejdere skal se kølevæskestrømmen. De skal også tjekke værktøjsslid ofte.
Moderne dybe huls boremaskiner bruger smarte kontroller. De bruger også automatisering. Dette hjælper med at gøre arbejdet mere præcist og hurtigt. Det gør også arbejdet mere sikkert. Mange industrier bruger disse maskiner. Nogle er rumfart, bilindustrien og olie og gas.
Det er vigtigt at følge de rigtige opsætningstrin. Dette inkluderer at lave pilothuller. Det betyder også at bruge den rigtige boremaskine og kølevæske. Dette giver bedre hulkvalitet. Det hjælper også værktøjer med at holde længere.
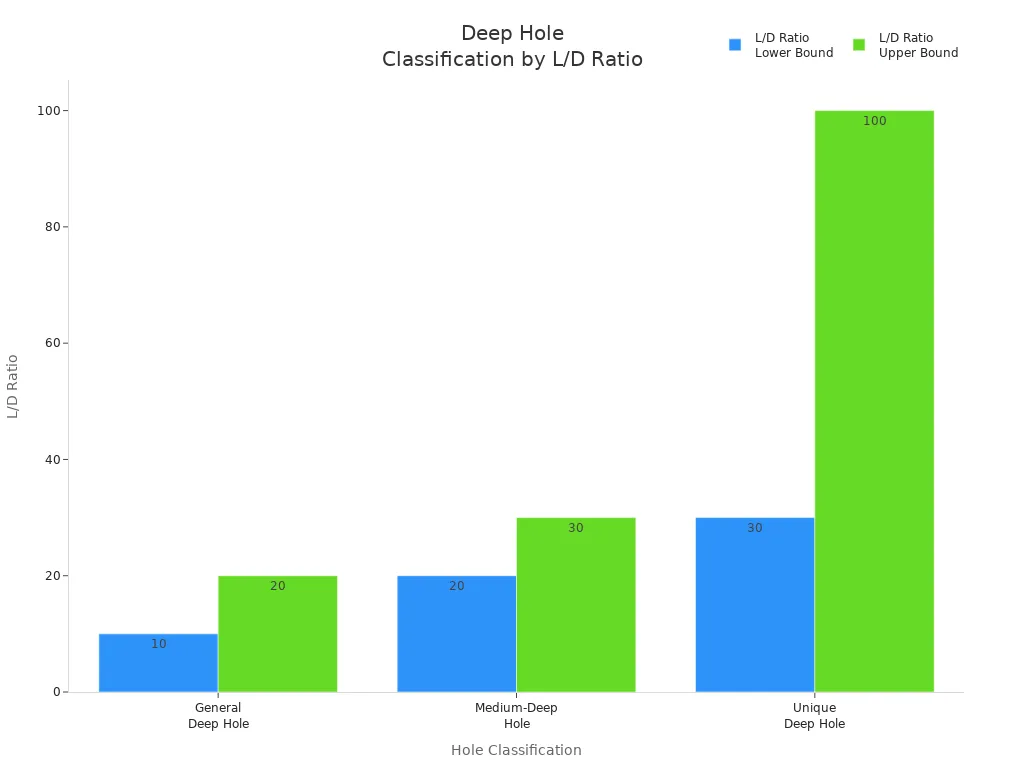
Dybe hulsboring gør huller meget dybere, end de er brede. På fabrikker er et hul 'dybt', hvis det er over ti gange dybere end dets bredde. Dette kaldes længde-til-diameter-forholdet (L/D). Når L/D-forholdet stiger, bliver boringen sværere. Nogle måder at udføre dybt hul på er enkelt-læbe dybt hul boring, gunboring og BTA boring. Disse måder hjælper arbejdere med at lave lige og nøjagtige huller i metal.
| Klassificering | L/D-forhold Område | Beskrivelse / Bearbejdningsmetode |
|---|---|---|
| Generelt dybt hul | 10 - 20 | Normalt lavet på boremaskiner eller drejebænke med lange spiralbor. |
| Mellem-dybt hul | 20 - 30 | Ofte lavet på en drejebænk. |
| Unikt dybt hul | 30 - 100 | Har brug for dybhulsboremaskiner eller specialværktøj med dybhulsbor. |
EN dybe huls boremaskine bruger ny teknologi til at arbejde med høje L/D-forhold. Denne proces bruges til at fremstille motorblokke, medicinske implantater og flydele. Gunboring maskiner og enkelt-læbe dybt hul boring er fælles for disse job.
Dybhulsboremaskiner er forskellige fra normale boremaskiner, fordi de har specielle funktioner. De bruger højtrykskølevæske til at holde boret køligt og flytte spåner væk. Mange maskiner bruger enkeltlæbede dybe hulboreværktøjer med styrepuder. Styrepuder hjælper værktøjet med at forblive lige og gør hulvæggen glat.
Dybhulsboremaskiner kan arbejde med L/D-forhold op til 100 eller mere.
CNC-styringer hjælper maskinen med at bore med nøjagtighed og automatisering.
Specielle spindler og fremføringssystemer flytter boret forsigtigt.
Højtryksoliesystemer holder boret køligt og rent.
Smarte kontrolsystemer ændrer hastighed, tilførsel og kølevæskeflow efter behov.
Nogle maskiner bruger et dobbeltrørsystem for bedre kølevæskeflow.
Kontrol af brud på værktøj og mange måder at holde emner på gør tingene sikrere og hurtigere.
Nye dybe hulsboremaskiner har smartere styringer, stærkere værktøjsmaterialer og mere automatisering. Disse opdateringer hjælper medarbejderne med at bore dybere, hurtigere og mere præcist.
Gunboremaskiner og enkelt-læbe dybt hul boring giver høj nøjagtighed og glatte huller. Dybhulsboremaskiner kan lave store huller og meget lange huller. Dette gør dem vigtige for mange jobs. Dybe hulsboring bliver ved med at blive bedre, så resultater og hastighed forbedres.

Spindlen og borehovedet er hoveddelene af dybe huls boremaskiner . Deres design påvirker, hvor lige og glatte hullerne er. Mange maskiner har en top, der kan vippe og dreje på forskellige måder. Dette hjælper arbejdere med at bore i mange vinkler og nå flere steder. Disse funktioner gør boringen mere præcis og sparer tid, når du skifter job.
Gearede transmissioner og 50-koniske spindler hjælper med stærk boring, som gunboring og BTA-boring.
Servo-drevne kugleskruer skubber værktøjet med konstant kraft og uden løshed. Dette hjælper værktøjet til at holde længere og gør hullets bund glattere.
Højpræcisionsdele som glasskalaer, laserforudindstilling og emnesondering hjælper med at holde hullerne nøjagtige.
Designet holder snævre tolerancer, hjælper arbejdere med at gøre mere og sørger for, at hullerne er gode hver gang.
Værktøjer til dybt hul skal passe til spindlen og borehovedet for at opnå de bedste resultater. Boring af dybt hul i ejektoren kræver også, at disse dele fungerer godt og forbliver stabile.
Kølevæske- og spånfjernelsessystemer er meget vigtige i dybe hulsboremaskiner. Gennemgående kølevæskesystemer sender højtrykskølevæske lige til værktøjsspidsen. Dette hjælper med at vaske spåner væk, afkøle værktøjet og få værktøjet til at holde længere.
Test viser, at CNC-maskiner med indvendige og udvendige kølesystemer fjerner spåner bedre og sænker varme. Lavfrekvent vibrationsboring med kølevæske gør skæring lettere, værktøj holder længere, og huller ser bedre ud.
Ændring af boreformen, som f.eks. spidsen og skruevinklen, hjælper med at komme spåner ud.
Højtrykskølevæske gennem spindlen skubber spåner ud og sænker gnidningen.
Ændring af fremføringshastigheden gør det nemmere at fjerne spåner.
At holde temperaturen og luften stabil hjælper spåner og kølevæske til at fungere korrekt.
Disse systemer forhindrer spåner i at sætte sig fast og knække værktøjet. De gør huller bedre og lader arbejderne bore dybere uden at stoppe. Dybt hul boreværktøj og ejektor dybt hul boring fungerer begge bedre med disse systemer.
Moderne kontrolsystemer hjælper dybe hulsboremaskiner med at arbejde mere præcist og af sig selv. Automatiske værktøjsskiftere sparer tid og hjælper medarbejderne med at gøre mere. IoT-sensorer overvåger, hvordan maskinen fungerer, og hjælper med at løse problemer, før de bliver store. Robotter og kunstig intelligens hjælper maskiner med at arbejde med mindre hjælp fra mennesker og gør boringen mere præcis.
CNC-systemer styrer boring med stor nøjagtighed. De lader arbejderne bore mange former og dybder igen og igen.
Disse systemer sørger for, at alle dele er ens, hvilket er vigtigt, når man laver mange dele.
Avancerede kontroller hjælper med at styre boring, løse problemer som værktøjsbøjning og holde tingene kølige.
Dybe hulboringsværktøjer fungerer bedst med disse smarte kontroller. Boring af dybt hul med ejektor får også bedre resultater fra disse moderne styresystemer.
Gør klar til Dybe hulsboring tager forsigtige skridt. Arbejderne skal vælge den rigtige boremaskine til jobbet. Pistolbor er gode til små, nøjagtige huller. RC-bor bruges til større huller. Det første trin er at lave et pilothul. Dette hul hjælper med at styre hovedboret og forhindrer det i at bevæge sig af sporet. Pilotboret har brug for den rigtige spidsvinkel. Til stål fungerer en 120° spids godt. For aluminium er en 90° spids bedre.
Et stærkt kølevæskesystem er meget vigtigt. Kølevæsken skal være mindst 1.000 PSI for dybe huller. Dyser skal være tæt på skærkanten, omkring 5 millimeter væk. Arbejdere ændrer hastigheden og fremføringshastigheden for hvert materiale. Dette hjælper med at sænke varme og værktøjsspænding. Spånfjernelsessystemer skal opsættes. RC-bor bruger forseglede rør til at hjælpe med spåner. Pistolbor fungerer bedst med filtreret kølevæske.
Styrede bøsninger og pilothuller holder boret lige. Arbejdere ser drejningsmoment og kølevæsketryk. Disse kontroller hjælper med at finde værktøjsslid eller brud tidligt. Nogle opsætninger bruger ultralydsboring eller automatisk fremføring til meget dybe huller. Kontrol af værktøj og kølevæske holder ofte boreprocessen stabil.
| Parameter Kategori | Key Setup Parametre | Indvirkning på dybe huls boring |
|---|---|---|
| Bearbejdningsparametre | Tilspændingshastighed, skærehastighed, borediameter | Sikrer hulkvalitet, effektivitet og værktøjslevetid |
| Kølevæske system | Højtrykskølevæske, præcis flowkontrol | Effektiv køling og spånfjernelse |
| Værktøjsdesign | Pistolbor, indvendige kølevæskekanaler | Reducerer afbøjning, forbedrer finish og præcision |
| Maskinopsætning | Stivhed, spånevakueringsevne | Bevarer stabilitet og nøjagtighed |
| Yderligere kontroller | Filtrering, temperaturkontrol, dysepositionering | Forhindrer slid og overophedning |
| Hulvejledning | Pilothuller, styrede bøsninger | Reducerer afvigelse, forbedrer nøjagtigheden |
| Avancerede teknikker | Automatiseret tilførsel, ultralydsassisteret boring | Forbedrer værktøjets levetid og ydeevne |
Tip: Kontroller altid kølevæskefiltre og temperatur før boring. Ren, kølig væske holder arbejdet sikkert og præcist.
Dybt hul boring følger et sæt trin. Hvert trin hjælper med at sikre, at hullet er dybt og lige.
Arbejderne vælger boremetoden. De vælger pistolboring eller BTA-boring til jobbet.
De gør maskinen klar. Maskinen skal være stabil og indstillet til lige boring.
Specialværktøj sender højtrykskølevæske til skæreområdet.
Det første trin bruger en pilotboremaskine. Dette danner en vej til hovedboret og hjælper med nøjagtigheden.
Arbejderne skifter til hovedboret eller en blandingsbor. Dette værktøj gør hullet til den rigtige størrelse og glathed.
Højtrykskølevæske går til skærestedet. Dette holder tingene kølige og hjælper med at flytte chips ud.
Spåner kommer ud gennem eller ved siden af værktøjet. Dette stopper tilstopninger og holder hullet rent.
Arbejdere overvåger hastighed, tilførsel og kølevæskeflow. De ændrer disse for at få den rigtige huldybde, ligehed og finish.
Boringen slutter, når hullet er dybt nok og ser godt ud.
Under boring kontrollerer arbejderne for værktøjsslid og kølevæskeflow. De foretager ændringer for at holde boringen i gang.
Spånfjernelse og afkøling er meget vigtigt ved dybe hulsboring. Spåner kan blokere hullet og knække værktøjet, hvis det ikke håndteres rigtigt. Arbejdere bruger indvendige kølevæskesystemer til at sende kølevæske til bunden af hullet. Kølevæsken skubber spåner op og køler skærekanten.
Kølevæsketryk og flow skal passe til hulstørrelse og -dybde. Små huller behøver måske kun 2 gallons i minuttet. Store huller kan bruge mere end 350 gallons i minuttet. Gode filtre holder kølevæsken ren. Filtre mellem 20 og 50 mikron fanger bittesmå bidder. Chillere holder kølevæsken på den rigtige temperatur for at beskytte pumper og værktøjer.
Arbejdere bruger sensorer til at se kølevæsketryk og flow. Disse sensorer kan finde værktøjsslid eller brud. Hvis noget går galt, kan systemet stoppe boringen for at undgå skader. Nogle maskiner bruger specielle kølevæskestyringer. Disse kontroller ændrer tryk og flow efter behov for de bedste resultater.
Boreformen hjælper også med fjernelse af spåner. Bor med enkelt margin giver mere plads til spåner i materialer med lange spåner. Dobbelt-margin bor gør hullerne mere lige, men giver mindre plads til spåner. Flydende anden marginer hjælper med at balancere nøjagtighed og spånfjernelse.
Bemærk: God spånfjernelse og afkøling holder boring af dybe huller sikker og hurtig. Kontroller altid kølevæskeflow og filtre, før du starter et nyt job.
Gunboring er en meget præcis måde at bore dybe huller på. Den bruger et langt, tyndt værktøj med et hul til kølevæske og en rille til spåner. Maskinen skubber kølevæske gennem værktøjets midte. Kølevæsken skyller spåner tilbage langs rillen. Dette holder boret køligt og rent.
Gunboring er bedst til små huller, der skal være meget lige og glatte. Bil-, fly- og medicinske virksomheder bruger gunboring til motorblokke, værktøj og små dele. Gunboring kan lave huller tre til over hundrede gange bredere end selve hullet. Det gør den god, når du skal have et lige hul med en flot finish.
Gunboring kan være meget nøjagtigt, omkring 0,0005 tommer pr. tomme eller endnu bedre, hvis det er sat rigtigt op.
Gunboremaskiner bruger ofte enkeltlæbede dybe hulsboreværktøjer. Disse værktøjer hjælper med at styre boret og holde det lige. Højtryksoliekølevæske er nødvendig til dette job. Andre kølemidler virker ikke så godt. Arbejdere starter normalt med et pilothul, der er lidt større end boret. Dette hjælper med at styre værktøjet og forhindrer det i at bevæge sig ud af kurs.
Gundrilling har mange gode pointer:
Meget præcis og kan gøre det samme igen og igen
Laver huller uden ru kanter og en glat inderside
Kan lave specielle former i huller, der ikke går hele vejen igennem
Men gunboring fungerer bedst med materialer op til omkring 50Rc hårdhed. Hårdere ting kræver langsommere hastigheder og slider værktøjet hurtigere. Meget lange bor har brug for ekstra understøtninger, så de ikke går i stykker. To-fløjte boremaskiner bruges til bløde metaller med mere kølemiddeltryk.
| Aspekt | detaljer |
|---|---|
| Typiske applikationer | Skydevåben, biler, fly, medicinske værktøjer, matricer, hydraulik, pneumatik |
| Vigtige fordele | Meget nøjagtige, glatte huller, ingen grater, gentagelige resultater |
| Maskinintegration | Arbejder på CNC-maskiner, drejebænke, møller; har brug for højtrykskølevæske |
| Begrænsninger | Kun til blødere materialer, har brug for pilothuller, skal bruge oliekølemiddel, har brug for understøtninger til lange bor |
| Værktøjslivsfaktorer | Kølevæsketype, tryk, hastighed, tilførsel, maskinopsætning |
| Bemærkninger til specialværktøj | To-fløjte borer til bløde metaller; specielle former til specialopgaver |
| Uegnede forhold | Brug spiralbor, når hastigheden betyder mere end nøjagtigheden |
Gundrilling er bedre end spiralboring, når du har brug for et lige, glat hul. Spirebor er hurtigere, hvis du ikke har brug for perfekte huller.
BTA, eller Boring and Trepanning Association drilling, er en anden måde at bore dybe huller på. BTA-maskiner bruger et hult rør med et skærehoved, der skrues på. Kølevæske strømmer uden for røret. Chips bevæger sig gennem midten af røret. Dette hjælper med at fjerne spåner og afkøle værktøjet, især ved store huller.
BTA-boring er bedst til huller fra 20 mm til 200 mm brede. Den har brug for specielle maskiner, der kan dreje både værktøjet og delen i forskellige retninger. Dette gør boringen mere stabil og præcis.
BTA-boring er hurtigere og kan tilføres hurtigere end gunboring til store, dybe huller.
BTA bruger et enkeltrørssystem. Kølevæske går rundt om røret, og spåner kommer ud gennem midten. Dette forhindrer værktøjet i at ryste og hjælper det med at forblive stærkt, selv i hårde metaller. BTA laver glatte, lige huller og er god til at lave mange dele.
BTA-boring bruges i olie og gas, store maskiner og fly. Disse job kræver store, dybe huller i hårde metaller. BTA-maskiner holder længere og kan arbejde med mange slags materialer.
| Aspect | Gun Drilling | BTA Drilling |
|---|---|---|
| Værktøj | Langt, tyndt værktøj med ét kølemiddelhul og én rille til spåner | Hult rør med et skærehoved, der skrues på |
| Kølevæske flow | Kølevæske går gennem værktøjets centrum | Kølevæske strømmer uden for røret |
| Chip Evakuering | Spåner bevæger sig langs rillen på ydersiden | Chips bevæger sig gennem midten af røret |
| Typisk huldiameter | Små huller, kan bruge specielle eller nogle CNC-maskiner | Store huller (20-200 mm), kræver specialværktøj og maskiner |
| Maskinkrav | Kan bruge drejebænke eller specielle maskiner; kan dreje værktøj eller del | Har brug for specielle maskiner, der spinder både værktøj og del |
| Dybde-til-diameter-forhold | Kan lave meget dybe huller, op til 400:1 | Anvendes til større huller med hurtig boring |
BTA-boring er hurtigere og bedre til store, dybe huller. Gunboring er bedst til små, nøjagtige huller, men er langsommere til store opgaver. Begge måder bruger maskiner, der kan dreje værktøjet og delen for bedre huller.
Der er andre måder at bore dybe huller på end gunboring og BTA. Ejektor Dybe hulsboring bruger to rør. Kølevæske går mellem rørene, og spåner bevæger sig gennem det indvendige rør. Dette fungerer godt til mellemstore huller og fjerner spåner godt.
Enkeltlæbe dybt hul boring er også almindelig. Den bruger et værktøj med en skærkant og styrepuder. Denne måde giver høj nøjagtighed og en glat finish, som gunboring. Bil- og flyproducenter bruger meget enkelt-læbe dybt hul.
Nogle specielle dybe hulboringsmetoder er diamantrotationsboring, slagboring, jetboring og snegleboring. Hver vej har sine egne fordele og bruges til specielle jobs:
| Metode | Fordele | Ulemper | Foretrukne scenarier / applikationer |
|---|---|---|---|
| Diamant roterende boring | Holder længe, god til hård rock | Koster mere, har brug for specialværktøj | Hard rock job |
| Retningsbestemt rotationsboring | Kan bore i vinkler | Svært at gøre, kræver faglærte arbejdere | Boring af brønde på vanskelige steder |
| Percussion boring | Hurtig, billig til lavvandede huller | Ikke dyb, støjende, ryster meget | Lave huller, finde mineraler |
| Jetboring | God til blødt underlag, meget præcis | Højt, rodet, kun for blødt underlag | Bygning, kontrol af miljøet |
| Boring af snegl | Skånsom, god til overfladisk snavs | Ikke dybt, ikke til hårdt underlag | Jordprøver, små graveopgaver |
Andre måder som trinvis hulboring, ringkerne og dybe hulsboring (DHD) bruges til at kontrollere stress i metaller. Dybhulsboring er bedst til tykke metalplader og ærmer, når du skal dybt. Ringkernen er god til tykke dele, eller når du vil se stress over et stort område. For tynde dele er hulboring og ringkerne nemmere og mere følsomme.
Ejektor dybt hul boring og enkelt-læbe dybt hul boring er begge vigtige i fabrikker i dag. Arbejderne vælger den bedste måde baseret på hulstørrelse, materiale og hvor nøjagtigt hullet skal være.
Tip: Vælg altid den måde at bore dybe huller på, der passer bedst til jobbet, for at opnå gode resultater.
Dybhulsboremaskiner er meget vigtige i mange brancher . Disse maskiner laver huller, som almindelige bor ikke kan. De bruges, når hullet skal være meget dybere, end det er bredt. Dybe huls boremaskiner bruges i rumfart, bilindustrien, olie og gas og mere.
Luftfartsvirksomheder bruger disse maskiner til at lave huller i flydele. De borer huller til struktur, forbindelser, motorer og hydrauliske systemer. Disse maskiner laver også brændstofindsprøjtningshuller og styrehuller. Almindelige rumfartsdele er rotoraksler, stempler, dyser, turbiner og landingsstel. Dybe hulsboring hjælper disse dele med at forblive lige og nøjagtige. CNC-kontroller og automatisering hjælper med at sikre, at hullerne er perfekte til sikkerhed.
Dybhulsboremaskiner kan lave huller op til 100 gange dybere end brede.
Luftfartsfabrikker bruger gunboring, BTA-boring og andre specielle måder.
Disse maskiner fungerer i både små butikker og store fabrikker.
Bilfabrikker bruger dybe huls boremaskiner til krumtapaksler, brændstofinjektorer og transmissionsaksler. Disse maskiner sørger for, at hullerne er nøjagtige for stærke og effektive dele. Bilproducenter har brug for maskiner, der arbejder med mange metaller og former. Specialværktøj, som f.eks. vendebor med styrepuder, hjælper med at gøre hullerne lige og glatte.
| Aspect | Aerospace | Automotive |
|---|---|---|
| Præcision | Ekstrem nøjagtighed | Høj præcision |
| Nøgledele | Landingsstel, motorkanaler | Brændstofsystemer, transmission |
| Materialesortiment | Luftfartslegeringer | Mange metaller og legeringer |
Olie- og gasselskaber bruger dybe huls boremaskiner til borekraver, løftekraver, pakkere, konnektorer og ventildele. Disse maskiner arbejder med hårdt stål og superlegeringer. BTA-værktøjer laver store huller, mens pistolbor laver små, nøjagtige huller. Maskiner bruger ofte automatisk tilførsel og stærke kølevæskesystemer for bedre resultater.
| Komponent | Tekniske behov | Typisk brug |
|---|---|---|
| Borekraver | Dybe, lige huller i hårde materialer | Olieboreudstyr |
| Ventilstænger/kerner | Fin hulbearbejdning | Kontrolsystemer |
Andre industrier bruger også dybe huls boremaskiner. Disse omfatter medicinsk, skydevåben, hydraulik, energi, forsvar og telekommunikation. Disse job kan være svære på grund af fjernelse af spåner, lige huller og slid på værktøjet. Højtrykskølevæske og specialværktøj hjælper med at løse disse problemer. CNC-dybe hulsboremaskiner giver den nøjagtighed og fleksibilitet, der er nødvendig i dag.
Det er meget vigtigt at vælge den rigtige dybe huls boremaskine. Maskinens nøjagtighed, værktøjstype, kølevæskeflow og opsætning har betydning. Hver branche skal vælge den bedste maskine og metode for gode resultater.
Dybhulsboring giver mange gode ting til industrien i dag. Virksomheder bruger det, når de har brug for huller meget dybere, end de er brede. Denne måde er kendt for at være meget præcis og stærk.
Dybe hulsboring laver lige, dybe huller med snævre grænser. Regelmæssig boring kan ikke altid være så nøjagtig for lange huller.
Disse maskiner arbejder hurtigere for dybe, tynde huller. De fjerner metal godt og holder spåner i bevægelse ud.
Dybe hulsboring kan gøre huller meget dybere end deres bredde. Dette kaldes et højt dybde-til-diameter-forhold.
Indersiden af hullet er glattere end ved almindelig boring. Dette er vigtigt for hydraulik- og flydele.
Processen holder materialet stærkt. Det lægger mindre stress på delen, hvilket hjælper med hårde metaller som titanium.
Maskinerne kan lave specielle former og vanskelige huller på én gang. Dette sparer tid og trin.
Dybe hulsboring bruges på mange områder, såsom fremstilling af pistolløb, forme og flyskafter.
| af fordelskategori | Beskrivelse |
|---|---|
| Præcision og nøjagtighed | Dybt hul boring laver dybe, lige huller med snævre grænser. Dette er nødvendigt for fly- og maskindele. |
| Forbedret overfladefinish | Det giver glattere indvendige overflader end almindelig boring. Dette har betydning for hydraulik- og flydele. |
| Forbedret materialeintegritet | Det sænker belastningen på delen, så materialet forbliver stærkt. Dette er godt for hårde metaller som titanium. |
| Effektiv materialefjernelse | Maskinerne fjerner spåner og afkøler værktøjet godt. Dette lader dem bore hurtigere med færre stop. |
| Mulighed for dybe huller | De kan bore huller meget dybere end deres bredde. Regelmæssige øvelser kan ikke gøre dette. |
| Alsidighed | Boring af dybe huller bruges i mange job, såsom pistolløb, forme og flyaksler. |
| Komplekse geometrier | Nye måder lader maskinerne lave vanskelige hulformer på én gang. Det betyder, at færre trin er nødvendige. |
Moderne dybe huls boremaskiner bruger smarte kontroller. Disse kontroller hjælper med at holde boringen stabil og gøre arbejdet hurtigere og mere præcist. For eksempel hjælper laserværktøjer og sensorer med at styre boret og stoppe fejl.
Tip: Boring af et lille centerhul først og brug af oprømning efter kan gøre hullet mere præcist og glattere.
Dybhulsboring har nogle problemer på fabrikker. Arbejderne skal holde øje med disse for at holde maskinerne i gang.
Maskiner kan gå i stykker, som at vride sig af, knække rør eller sprænge rør. Rør kan også blive trætte og falde sammen.
Stress fra brug, som gentagende kraft, kan gøre dele svage over tid.
Kemiske problemer, som rust, kan skade udstyret.
Rør kan sætte sig fast eller have knækkede gevind. Disse er almindelige maskinproblemer.
At bruge for meget magt ved en fejl kan ødelægge ting.
Hård jord kan gøre hullet ustabilt og stoppe boringen.
Problemer med væsker, som at miste boremudder, kan forårsage problemer.
For at stoppe disse problemer bruger virksomheder smarte kontrolsystemer. Disse systemer overvåger processen og giver advarsler med det samme. De advarer arbejdere om snavsede filtre eller spånstop. Rengøring, kontrol og reparation af maskiner hjælper ofte med at stoppe nedbrud. Arbejdere bør lede efter slidte dele, bruge den rigtige olie og føre gode optegnelser. Træning af arbejdere i, hvordan man bruger og plejer maskinerne, hjælper også med at stoppe mange problemer.
Bemærk: At se ting som kraft, pres og hastighed hjælper med at finde problemer tidligt. Dette holder boring af dybe huller sikker og fungerer godt.
Dybhulsboremaskiner er vigtige til job, der kræver dybe, nøjagtige huller. Arbejderne har brug for at vide om forskellige maskintyper og boretrin. Nye værktøjer som lasermåling og kontrol under boring hjælper meget. Disse værktøjer gør hullerne mere nøjagtige og sparer tid. Virksomheder kan vælge gunboring, BTA eller andre måder til deres arbejde.
Eksperter siger, at du skal starte med et pilothul, bruge den rigtige kølevæske og følge gode trin til fjernelse af spåner for at få de bedste resultater.
EN dybe huls boremaskine gør huller meget dybere, end de er brede. Disse maskiner hjælper fabrikker med at lave lige og nøjagtige huller i metaldele. De bruges til ting som motorer, medicinske værktøjer og flydele.
Kølevæske forhindrer, at boret bliver for varmt. Det flytter også metalspåner ud af hullet. Dette forhindrer værktøjet i at gå i stykker. Kølevæske hjælper maskinen med at lave glattere og mere præcise huller.
Dybhulsboremaskiner kan bore mange slags metal. De arbejder med stål, aluminium, titanium og speciallegeringer. Typen af maskine og værktøj afhænger af, hvor hårdt og tykt metallet er.
Industrier bruger gunboring til små og nøjagtige huller. De vælger BTA-boring til større og dybere huller. Hver måde har sin egen hastighed, nøjagtighed og styrker til fjernelse af spåner.
Arbejdere kontrollerer ofte kølevæskeflow og værktøjsslid. De ser også maskinindstillinger for at fange problemer tidligt. Sensorer og smarte kontroller hjælper med at finde problemer hurtigt. Rengøring og pleje af maskinen stopper nedbrud.








