


Katselukerrat: 0 Tekijä: Site Editor Julkaisuaika: 2025-07-30 Alkuperä: Sivusto













Syvän reiän porakone käyttää uutta tekniikkaa pitkien ja tarkkojen reikien tekemiseen metalliosiin. Syvien reikien poraus on tärkeää teollisuudelle, joka tarvitsee paljon pidempiä reikiä kuin ne ovat leveitä. Autoyritykset käyttävät syvien reikien porakoneita moottorilohkojen ja akselien rakentamiseen. Lääketieteellisten laitteiden valmistajat käyttävät syvien reikien poraamista implanttien ja leikkaustyökalujen valmistukseen. Myös ilmailu- ja öljy- ja kaasuyhtiöt käyttävät näitä koneita. Poraus ja bta ovat tärkeimmät tavat tehdä tämä.
Aasian ja Tyynenmeren alue on syväreiänporakoneiden suurin markkina-alue, ja Kiina auttaa näitä markkinoita kasvamaan.
| teollisuussektorin sovelluksesta | Esimerkki |
|---|---|
| Autoteollisuus | Moottorilohkot, akselit |
| Lääketieteellinen | Implantit, kirurgiset työkalut |
| Ilmailu | Tarkkuuskomponentit |
| Öljy ja kaasu | Porauslaitteet |
Syväreiän porakoneet tekevät pitkiä ja tarkkoja reikiä. Tavallisilla harjoituksilla tämä ei onnistu. Näissä koneissa käytetään erikoistyökaluja. He käyttävät myös korkeapaineista jäähdytysnestettä. Jäähdytysneste pitää porat viileinä. Se myös auttaa siruja siirtymään pois.
Poraus soveltuu parhaiten pieniin, tarkkoihin reikiin. BTA-poraus on nopeampaa suuriin, syviin reikiin. Oikea menetelmä riippuu reiän koosta ja materiaalista.
Jäähdytysjärjestelmät ja lastunpoisto ovat erittäin tärkeitä. Ne estävät työkaluja rikkoutumasta. Ne myös pitävät reiät sileinä. Työntekijöiden tulee seurata jäähdytysnesteen virtausta. Heidän on myös tarkastettava työkalujen kuluminen usein.
Nykyaikaiset syväreiän porakoneet käyttävät älykkäitä ohjaimia. He käyttävät myös automaatiota. Tämä auttaa tekemään työstä tarkempaa ja nopeampaa. Se tekee työstä myös turvallisempaa. Monet teollisuudenalat käyttävät näitä koneita. Jotkut ovat ilmailu-, auto- ja öljy- ja kaasuteollisuutta.
Oikeiden asennusvaiheiden noudattaminen on tärkeää. Tämä sisältää pilottireikien tekemisen. Se tarkoittaa myös oikean poran ja jäähdytysnesteen käyttöä. Tämä parantaa reiän laatua. Se myös auttaa työkaluja kestämään pidempään.
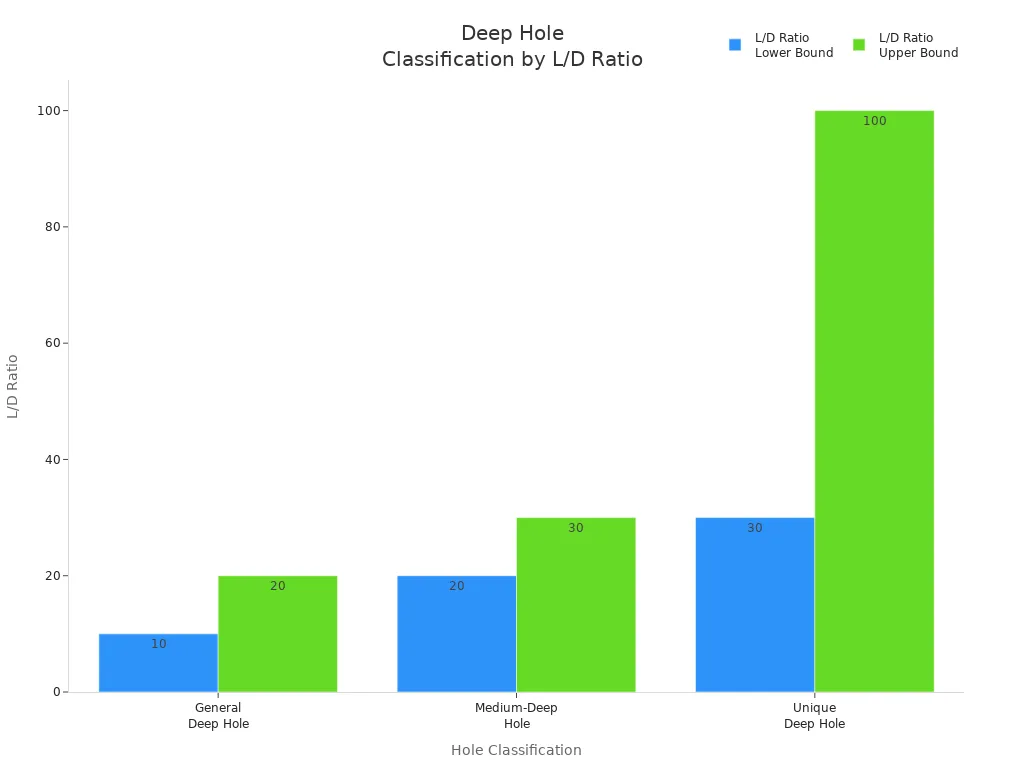
Syvien reikien poraus tekee rei'istä paljon syvempiä kuin ne ovat leveitä. Tehtaissa reikä on 'syvä', jos se on yli kymmenen kertaa leveyttä syvempi. Tätä kutsutaan pituuden ja halkaisijan suhteeksi (L/D). Kun L/D-suhde nousee, poraus vaikeutuu. Joitakin tapoja tehdä syväreiän poraus ovat yksihuulinen syväreiän poraus, gundporing ja BTA-poraus. Nämä keinot auttavat työntekijöitä tekemään suoria ja tarkkoja reikiä metalliin.
| Luokitus | L/D-suhde Alue | Kuvaus / Koneistusmenetelmä |
|---|---|---|
| General Deep Hole | 10-20 | Valmistetaan yleensä porakoneilla tai sorveilla, joissa on pitkät kierreporat. |
| Keskisyvä reikä | 20-30 | Usein tehty sorvilla. |
| Ainutlaatuinen Deep Hole | 30-100 | Tarvitsee syväreikäporakoneita tai erikoistyökaluja syväreikäporalla. |
A syväreikäporakone käyttää uutta tekniikkaa työskennelläkseen korkeilla L/D-suhteilla. Tätä prosessia käytetään moottorilohkojen, lääketieteellisten implanttien ja lentokoneen osien valmistukseen. Porauskoneet ja yksihuulinen syväreiän poraus ovat yleisiä näissä töissä.
Syvänreiän porakoneet eroavat tavallisista porakoneista, koska niissä on erityisominaisuuksia. Ne käyttävät korkeapaineista jäähdytysnestettä pitämään pora viileänä ja siirtämään lastut pois. Monissa koneissa käytetään yksihuulisia syväreiän poraustyökaluja, joissa on ohjaustyynyt. Ohjaustyynyt auttavat työkalua pysymään suorassa ja tekevät reiän seinästä tasaisen.
Syvän reiän porakoneet voivat työskennellä L/D-suhteilla jopa 100 tai enemmän.
CNC-ohjaimet auttavat konetta poraamaan tarkasti ja automatisoimalla.
Erikoiskarat ja syöttöjärjestelmät siirtävät poraa varovasti.
Korkeapaineiset öljyjärjestelmät pitävät porakoneen viileänä ja puhtaana.
Älykkäät ohjausjärjestelmät muuttavat nopeutta, syöttöä ja jäähdytysnesteen virtausta tarpeen mukaan.
Jotkut koneet käyttävät kaksoisputkijärjestelmää jäähdytysnesteen paremman virtauksen parantamiseksi.
Työkalun rikkoutumistarkistukset ja monet tavat pitää työkappaleita kiinni tekevät työstä turvallisempaa ja nopeampaa.
Uusissa syväreiän porakoneissa on älykkäämmät ohjaimet, vahvemmat työkalumateriaalit ja enemmän automaatiota. Nämä päivitykset auttavat työntekijöitä porautumaan syvemmälle, nopeammin ja tarkemmin.
Porauskoneet ja yksihuulinen syväreiän poraus takaa suuren tarkkuuden ja tasaiset reiät. Syväreiän porakoneet voivat tehdä suuria reikiä ja erittäin pitkiä reikiä. Tämä tekee niistä tärkeitä monissa töissä. Syvien reikien poraus paranee jatkuvasti, joten tulokset ja nopeus paranevat.

Kara ja poran pää ovat sen pääosat syväreiän porakoneet . Niiden muotoilu vaikuttaa siihen, kuinka suoria ja sileitä reiät ovat. Monissa koneissa on päätuki, joka voi kallistaa ja kääntyä eri tavoin. Tämä auttaa työntekijöitä poraamaan useissa kulmissa ja saavuttamaan enemmän pisteitä. Nämä ominaisuudet tekevät porauksesta tarkempaa ja säästävät aikaa työpaikan vaihdossa.
Vaihteistot ja 50-kartiokarat auttavat voimakkaassa porauksessa, kuten tykkiporauksessa ja BTA-porauksessa.
Servokäyttöiset kuularuuvit työntävät työkalua tasaisella voimalla ilman löysyyttä. Tämä pidentää työkalun käyttöikää ja tekee reiän pohjasta tasaisemman.
Erittäin tarkat osat, kuten lasivaa'at, laser-esiasetus ja työkappaleen mittaus, auttavat pitämään reiät tarkkoina.
Suunnittelu säilyttää tiukat toleranssit, auttaa työntekijöitä tekemään enemmän ja varmistaa, että reiät ovat hyvät joka kerta.
Syvien reikien poraustyökalujen on sovitettava kara ja porapää parhaan tuloksen saavuttamiseksi. Myös ejektorin syväporaus vaatii näitä osia toimiakseen hyvin ja pysyäkseen vakaana.
Jäähdytysnesteen ja lastunpoistojärjestelmät ovat erittäin tärkeitä syväreiän porakoneissa. Keskusjäähdytysjärjestelmät lähettävät korkeapaineista jäähdytysnestettä suoraan työkalun kärkeen. Tämä auttaa pesemään pois lastut, jäähdyttämään työkalua ja pidentää työkalun käyttöikää.
Testit osoittavat, että CNC-koneet, joissa on sisä- ja ulkojäähdytysjärjestelmä, poistavat lastut paremmin ja vähentävät lämpöä. Matalataajuinen tärinäporaus jäähdytysnesteellä helpottaa leikkaamista, työkalut kestävät pidempään ja reiät näyttävät paremmilta.
Poran muodon, kuten kärjen ja kierrekulman, muuttaminen auttaa lastuja tulemaan ulos.
Korkeapaineinen jäähdytysneste karan läpi työntää lastut ulos ja vähentää hankausta.
Syöttönopeutta muuttamalla lastut on helpompi poistaa.
Lämpötilan ja ilman pitäminen tasaisena auttaa lastuja ja jäähdytysnestettä toimimaan oikein.
Nämä järjestelmät estävät lastujen juuttumisen ja työkalun rikkoutumisen. Ne parantavat reikiä ja antavat työntekijöiden porata syvemmälle pysähtymättä. Sekä syväreiän poraustyökalut että ejektorin syväporaus toimivat paremmin näiden järjestelmien kanssa.
Nykyaikaiset ohjausjärjestelmät auttavat syväporauskoneita toimimaan tarkemmin ja itsenäisesti. Automaattiset työkalunvaihtajat säästävät aikaa ja auttavat työntekijöitä tekemään enemmän. IoT-anturit tarkkailevat koneen toimintaa ja auttavat korjaamaan ongelmat ennen kuin ne kasvavat suuriksi. Robotit ja tekoäly auttavat koneita toimimaan vähemmällä ihmisten avulla ja tekevät porauksesta tarkempaa.
CNC-järjestelmät ohjaavat porausta erittäin tarkasti. Ne antavat työntekijöiden porata monia muotoja ja syvyyksiä yhä uudelleen ja uudelleen.
Nämä järjestelmät varmistavat, että jokainen osa on sama, mikä on tärkeää valmistettaessa monia osia.
Edistyneet ohjaimet auttavat hallitsemaan porausta, korjaamaan ongelmia, kuten työkalun taivutusta, ja pitämään asiat viileinä.
Syvien reikien poraustyökalut toimivat parhaiten näiden älykkäiden ohjainten kanssa. Myös ejektorin syväporaus saa parempia tuloksia näistä nykyaikaisista ohjausjärjestelmistä.
Valmistautuminen syvän reiän poraus vaatii huolellisia vaiheita. Työntekijöiden tulee valita oikea pora työhön. Aseporat sopivat pieniin, tarkkoihin reikiin. RC-poraa käytetään suurempiin reikiin. Ensimmäinen askel on pilottireiän tekeminen. Tämä reikä auttaa ohjaamaan pääporaa ja estää sitä liikkumasta pois raiteelta. Ohjauspora tarvitsee oikean kärkikulman. Teräkselle 120° kärki toimii hyvin. Alumiinille 90° kärki on parempi.
Vahva jäähdytysjärjestelmä on erittäin tärkeä. Jäähdytysnesteen tulee olla vähintään 1000 PSI syviä reikiä varten. Suuttimien tulee olla lähellä leikkuureunaa, noin 5 millimetrin päässä. Työntekijät muuttavat kunkin materiaalin nopeutta ja syöttönopeutta. Tämä auttaa vähentämään lämpöä ja työkalun rasitusta. Lastunpoistojärjestelmät on asennettava. RC-porissa käytetään suljettuja putkia lastujen auttamiseksi. Ruiskuporat toimivat parhaiten suodatetulla jäähdytysnesteellä.
Ohjatut holkit ja ohjausreiät pitävät poran suorana. Työntekijät tarkkailevat vääntömomenttia ja jäähdytysnesteen painetta. Nämä tarkastukset auttavat havaitsemaan työkalun kulumisen tai rikkoutumisen varhaisessa vaiheessa. Joissakin asetuksissa käytetään ultraääniporausta tai automaattista syöttöä erittäin syviin reikiin. Työkalujen ja jäähdytysnesteen tarkistaminen pitää porausprosessin usein vakaana.
| Parametriluokka | Näppäinasetukset Parametrit | Vaikutus syväreiän porauksen onnistumiseen |
|---|---|---|
| Koneistusparametrit | Syöttönopeus, leikkausnopeus, poran halkaisija | Varmistaa reiän laadun, tehokkuuden ja työkalun käyttöiän |
| Jäähdytysnestejärjestelmä | Korkeapaineinen jäähdytysneste, tarkka virtauksen säätö | Tehokas jäähdytys ja lastunpoisto |
| Työkalujen suunnittelu | Tykkiporat, sisäiset jäähdytysnestekanavat | Vähentää taipumaa, parantaa viimeistelyä ja tarkkuutta |
| Koneen asetukset | Jäykkyys, lastunpoistokyky | Säilyttää vakauden ja tarkkuuden |
| Lisäsäätimet | Suodatus, lämpötilan säätö, suuttimen sijoitus | Estää kulumista ja ylikuumenemista |
| Reiän opastus | Ohjausreiät, ohjatut holkit | Vähentää poikkeamaa, parantaa tarkkuutta |
| Kehittyneet tekniikat | Automaattinen syöttö, ultraääniavusteinen poraus | Parantaa työkalun käyttöikää ja suorituskykyä |
Vinkki: Tarkista aina jäähdytysnesteen suodattimet ja lämpötila ennen poraamista. Puhdas, viileä neste pitää työn turvallisena ja tarkasti.
Syvän reiän poraus tapahtuu joukon vaiheita. Jokainen askel auttaa varmistamaan, että reikä on syvä ja suora.
Työntekijät valitsevat poraustavan. He valitsevat työhönsä aseporauksen tai BTA-porauksen.
He saavat koneen valmiiksi. Koneen on oltava vakaa ja asetettu suoraa porausta varten.
Erikoistyökalut lähettävät korkeapaineista jäähdytysnestettä leikkausalueelle.
Ensimmäisessä vaiheessa käytetään pilottiporaa. Tämä muodostaa polun pääporalle ja auttaa tarkkuudessa.
Työntekijät vaihtavat pääporaan tai sekoitusporaan. Tämä työkalu tekee reiästä oikean kokoisen ja sileän.
Korkeapaineinen jäähdytysneste menee leikkauskohtaan. Tämä pitää asiat viileänä ja auttaa poistamaan lastut.
Lastut tulevat ulos työkalun kautta tai sen vierestä. Tämä estää tukkeutumisen ja pitää reiän puhtaana.
Työntekijät tarkkailevat nopeutta, syöttöä ja jäähdytysnesteen virtausta. He muuttavat näitä saadakseen oikean reiän syvyyden, suoruuden ja viimeistelyn.
Poraus päättyy, kun reikä on riittävän syvä ja näyttää hyvältä.
Työntekijät tarkistavat porauksen aikana työkalun kulumisen ja jäähdytysnesteen virtauksen. He tekevät muutoksia, jotta poraus sujuu hyvin.
Lastunpoisto ja jäähdytys ovat erittäin tärkeitä syvien reikien porauksessa. Lastut voivat tukkia reiän ja rikkoa työkalun, jos sitä ei käsitellä oikein. Työntekijät käyttävät sisäisiä jäähdytysjärjestelmiä jäähdytysnesteen lähettämiseen reiän pohjalle. Jäähdytysneste työntää lastut ylös ja jäähdyttää leikkuureunaa.
Jäähdytysnesteen paineen ja virtauksen tulee olla reiän koon ja syvyyden mukainen. Pienet reiät voivat tarvita vain 2 gallonaa minuutissa. Suuret reiät voivat tarvita yli 350 gallonaa minuutissa. Hyvät suodattimet pitävät jäähdytysnesteen puhtaana. 20-50 mikronin suodattimet keräävät pieniä palasia. Jäähdyttimet pitävät jäähdytysnesteen oikeassa lämpötilassa pumppujen ja työkalujen suojaamiseksi.
Työntekijät käyttävät antureita jäähdytysnesteen paineen ja virtauksen tarkkailemiseen. Nämä anturit voivat havaita työkalun kulumisen tai rikkoutumisen. Jos jokin menee pieleen, järjestelmä voi lopettaa porauksen vaurioiden välttämiseksi. Joissakin koneissa käytetään erityisiä jäähdytysnesteen säätimiä. Nämä säätimet muuttavat painetta ja virtausta tarpeen mukaan parhaan tuloksen saavuttamiseksi.
Poran muoto auttaa myös lastunpoistossa. Yhden marginaalin porat antavat enemmän tilaa lastuille pitkässä lastuavissa materiaaleissa. Kaksoismarginaaliporat tekevät reikiä suoremmiksi, mutta jättävät vähemmän tilaa lastuille. Kelluvat toiset marginaalit auttavat tasapainottamaan tarkkuutta ja lastunpoistoa.
Huomautus: Hyvä lastunpoisto ja jäähdytys pitävät syvien reikien porauksen turvallisena ja nopeana. Tarkista aina jäähdytysnesteen virtaus ja suodattimet ennen uuden työn aloittamista.
Gunporaus on erittäin tarkka tapa porata syviä reikiä. Se käyttää pitkää, ohutta työkalua, jossa on yksi reikä jäähdytysnesteelle ja yksi ura lastuille. Kone työntää jäähdytysnesteen työkalun keskustan läpi. Jäähdytysneste huuhtelee lastut takaisin uraa pitkin. Tämä pitää porakoneen viileänä ja puhtaana.
Poraus sopii parhaiten pieniin reikiin, joiden on oltava erittäin suoria ja sileitä. Auto-, lentokone- ja lääkintäyritykset käyttävät porausta moottorilohkoihin, työkaluihin ja pieniin osiin. Gunporauksella voidaan tehdä kolmesta yli sataan kertaan itse reikä leveämpiä reikiä. Tämä tekee siitä hyvän, kun tarvitset suoran reiän kauniilla viimeistelyllä.
Poraus voi olla erittäin tarkkaa, noin 0,0005 tuumaa tuumaa kohti tai jopa parempi, jos se on asetettu oikein.
Porauskoneet käyttävät usein yksihuulisia syväreiän poraustyökaluja. Nämä työkalut auttavat ohjaamaan poraa ja pitämään sen suorassa. Tätä työtä varten tarvitaan korkeapaineinen öljyjäähdytysneste. Muut jäähdytysnesteet eivät toimi yhtä hyvin. Työntekijät aloittavat yleensä ohjausreiällä, joka on hieman poraa isompi. Tämä auttaa ohjaamaan työkalua ja estää sitä siirtymästä pois kurssista.
Poraustyössä on monia hyviä puolia:
Erittäin tarkka ja pystyy tekemään saman uudestaan ja uudestaan
Tekee reikiä ilman karkeita reunoja ja sileä sisäpuoli
Voi tehdä erityisiä muotoja reikiin, jotka eivät mene kokonaan läpi
Mutta rullaporaus toimii parhaiten materiaaleilla, joiden kovuus on enintään noin 50 Rc. Kovemmat tavarat tarvitsevat hitaampia nopeuksia ja kuluttavat työkalua nopeammin. Erittäin pitkät porat tarvitsevat lisätukia, jotta ne eivät katkea. Kaksiuraisia tykkiporaa käytetään pehmeille metalleille, joissa on enemmän jäähdytysnesteen painetta.
| Aspektin | tiedot |
|---|---|
| Tyypilliset sovellukset | Ampuma-aseet, autot, lentokoneet, lääketieteelliset työkalut, muotit, hydrauliikka, pneumatiikka |
| Tärkeimmät edut | Erittäin tarkat, sileät reiät, ei purseita, toistettavat tulokset |
| Koneintegraatio | Toimii CNC-koneilla, sorveilla, myllyillä; tarvitsee korkeapaineista jäähdytysnestettä |
| Rajoitukset | Vain pehmeämmille materiaaleille, tarvitsee ohjausreiät, täytyy käyttää öljyjäähdytysnestettä, tarvitsee tuet pitkiin porauksiin |
| Työkalun kestotekijät | Jäähdytysnesteen tyyppi, paine, nopeus, syöttö, koneen asetukset |
| Erikoistyökalut | Kaksihuiluiset poranterät pehmeille metalleille; erikoismuotoja erikoistöihin |
| Sopimattomat olosuhteet | Käytä kierreporaa, kun nopeus on tärkeämpää kuin tarkkuus |
Gunporaus on parempi kuin kierreporaus, kun tarvitset suoran, sileän reiän. Kierreporat ovat nopeampia, jos et tarvitse täydellisiä reikiä.
BTA eli Boring and Trepanning Associationin poraus on toinen tapa porata syviä reikiä. BTA-koneet käyttävät onttoa putkea, jossa on ruuvattava leikkuripää. Jäähdytysneste virtaa putken ulkopuolelle. Sirut liikkuvat putken keskellä. Tämä auttaa poistamaan lastuja ja jäähdyttämään työkalua, erityisesti suuria reikiä varten.
BTA-poraus sopii parhaiten reikiin, joiden leveys on 20 mm - 200 mm. Se vaatii erikoiskoneita, jotka voivat pyörittää sekä työkalua että osaa eri suuntiin. Tämä tekee porauksesta vakaampaa ja tarkempaa.
BTA-poraus on nopeampaa ja syöttää nopeammin kuin isojen, syvien reikien poraus.
BTA käyttää yksiputkijärjestelmää. Jäähdytysneste kiertää putken ja lastut tulevat ulos keskustasta. Tämä estää työkalun tärisemisen ja auttaa sitä pysymään vahvana myös kovissa metalleissa. BTA tekee sileitä, suoria reikiä ja sopii monien osien valmistamiseen.
BTA-porausta käytetään öljyssä ja kaasussa, suurissa koneissa ja lentokoneissa. Nämä työt vaativat suuria, syviä reikiä koviin metalleihin. BTA-koneet kestävät pidempään ja voivat työskennellä monenlaisten materiaalien kanssa.
| Aspect | Gun Drilling | BTA Drilling |
|---|---|---|
| Työkalu | Pitkä, ohut työkalu, jossa yksi jäähdytysnestereikä ja yksi ura lastuille | Ontto putki, jossa on ruuvattava leikkuripää |
| Jäähdytysnesteen virtaus | Jäähdytysneste kulkee työkalun keskustan läpi | Jäähdytysneste virtaa putken ulkopuolelle |
| Sirun evakuointi | Lastut liikkuvat uraa pitkin ulkopuolelta | Sirut liikkuvat putken keskustan läpi |
| Tyypillinen reiän halkaisija | Pienet reiät, voidaan käyttää erityisiä tai joitain CNC-koneita | Isot reiät (20-200mm), vaatii erikoistyökaluja ja koneita |
| Konevaatimukset | Voi käyttää sorveja tai erikoiskoneita; voi pyörittää työkalua tai osaa | Tarvitsee erikoiskoneita, jotka pyörittävät sekä työkalua että osaa |
| Syvyys-halkaisija-suhde | Voi tehdä erittäin syviä reikiä, jopa 400:1 | Käytetään suurempiin reikiin nopealla porauksella |
BTA-poraus on nopeampaa ja parempi isoihin, syviin reikiin. Poraus soveltuu parhaiten pieniin, tarkkoihin reikiin, mutta on hitaampaa suuriin töihin. Molemmilla tavoilla käytetään koneita, jotka voivat pyörittää työkalua ja osaa saadakseen parempia reikiä.
On olemassa muitakin tapoja porata syviä reikiä kuin ruiskuporaus ja BTA. Ejektori syvän reiän porauksessa käytetään kahta putkea. Jäähdytysneste menee putkien väliin ja lastut kulkevat sisäputken läpi. Tämä toimii hyvin keskikokoisissa reikissä ja poistaa lastut hyvin.
Yksihuulinen syväreiän poraus on myös yleistä. Se käyttää työkalua, jossa on yksi leikkuureuna ja ohjaustyynyt. Tällä tavalla saadaan suuri tarkkuus ja tasainen viimeistely, kuten ruiskuporauksessa. Auto- ja lentokonevalmistajat käyttävät paljon yksihuulista syvien reikien porausta.
Joitakin erityisiä syvien reiän porausmenetelmiä ovat pyörivä timanttiporaus, iskuporaus, suihkuporaus ja kairaporaus. Jokaisella tavalla on omat hyvät puolensa ja niitä käytetään erikoistöihin:
| Menetelmä | Edut | Haitat | Suositut skenaariot / Sovellukset |
|---|---|---|---|
| Pyörivä timanttiporaus | Kestää pitkään, sopii hard rockille | Maksaa enemmän, vaatii erikoistyökaluja | Hard rock -töitä |
| Suunnattu pyörivä poraus | Pystyy poraamaan kulmissa | Vaikea tehdä, tarvitaan ammattitaitoisia työntekijöitä | Kaivojen poraaminen vaikeissa paikoissa |
| Lyömäsoittimen poraus | Nopea, halpa matalille reikille | Ei syvä, meluisa, tärisee paljon | Matalia reikiä, löytää mineraaleja |
| Jet Drilling | Hyvä pehmeälle maalle, erittäin tarkka | Äänekäs, sotkuinen, vain pehmeälle maalle | Rakennus, ympäristön tarkkailu |
| Kairaporaus | Hellävarainen, sopii matalalle lialle | Ei syvälle, ei kovalle maalle | Maaperän testaus, pienet kaivutyöt |
Metallien jännityksen tarkistamiseen käytetään muita tapoja, kuten inkrementaalinen reiän poraus, rengasydin ja syväreiän poraus (DHD). Syväreiän poraus sopii parhaiten paksuille metallilevyille ja hihnoille, kun sinun täytyy mennä syvälle. Rengasydintapa sopii paksuille osille tai kun haluat nähdä jännityksen suurella alueella. Ohuille osille reiän poraus ja rengasydin ovat helpompia ja herkempiä.
Ejector-syvän reiän poraus ja yksihuulinen syväreiän poraus ovat molemmat tärkeitä tehtaissa nykyään. Työntekijät valitsevat parhaan tavan reiän koon, materiaalin ja reiän tarkkuuden perusteella.
Vinkki: Valitse aina työhön parhaiten soveltuva syvän reiän poraustapa hyvän tuloksen saavuttamiseksi.
Syväreiän porakoneet ovat erittäin tärkeitä monet teollisuudenalat . Nämä koneet tekevät reikiä, joita tavalliset porat eivät pysty tekemään. Niitä käytetään, kun reiän on oltava paljon syvempi kuin sen leveys. Syväreikäporakoneita käytetään ilmailu-, auto-, öljy- ja kaasuteollisuudessa ja muissa teollisuudessa.
Ilmailualan yritykset käyttävät näitä koneita reikien tekemiseen lentokoneiden osiin. He poraavat reikiä rakenteisiin, liitäntöihin, moottoreihin ja hydraulijärjestelmiin. Nämä koneet tekevät myös polttoaineen ruiskutusreikiä ja ohjausreikiä. Yleisiä ilmailu-osia ovat roottorin akselit, männät, suuttimet, turbiinit ja laskutelineet. Syvän reiän poraus auttaa näitä osia pysymään suorina ja tarkkoina. CNC-ohjaimet ja automaatio auttavat varmistamaan, että reiät ovat täydellisiä turvallisuuden vuoksi.
Syväreiän porakoneet voivat tehdä reikiä jopa 100 kertaa leveitä syvempiä.
Ilmailu- ja avaruusteollisuudessa käytetään tykkiporausta, BTA-porausta ja muita erikoistapoja.
Nämä koneet toimivat sekä pienissä liikkeissä että suurissa tehtaissa.
Autotehtaat käyttävät syvien reikien porakoneita kampiakseleille, polttoainesuuttimille ja voimansiirtoakseleille. Nämä koneet varmistavat, että reiät ovat tarkat vahvoille ja tehokkaille osille. Autonvalmistajat tarvitsevat koneita, jotka toimivat useiden metallien ja muotojen kanssa. Erikoistyökalut, kuten kääntöterät, joissa on ohjaustyynyt, auttavat tekemään reiät suoriksi ja sileiksi.
| Aspect | Aerospace | Automotive |
|---|---|---|
| Tarkkuus | Äärimmäinen tarkkuus | Korkea tarkkuus |
| Tärkeimmät osat | Laskuteline, moottorikanavat | Polttoainejärjestelmät, vaihteisto |
| Materiaalivalikoima | Avaruusseokset | Monet metallit ja metalliseokset |
Öljy- ja kaasuyhtiöt käyttävät syväreikäporakoneita porakauluksiin, nostokauluksiin, pakkauksiin, liittimiin ja venttiilin osiin. Nämä koneet toimivat kovien terästen ja superseosten kanssa. BTA-työkalut tekevät suuria reikiä, kun taas pistooliporat tekevät pieniä, tarkkoja reikiä. Koneet käyttävät usein automaattista syöttöä ja vahvoja jäähdytysjärjestelmiä parempien tulosten saavuttamiseksi.
| Komponenttien | tekniset tarpeet | tyypilliseen käyttöön |
|---|---|---|
| Poran kaulukset | Syvät, suorat reiät kovissa materiaaleissa | Öljynporauslaitteet |
| Venttiilien varret/sydämet | Hieno reiän työstö | Ohjausjärjestelmät |
Myös muilla teollisuudenaloilla on käytössä syväreiän porakoneet. Näitä ovat lääketiede, ampuma-aseet, hydrauliikka, energia, puolustus ja televiestintä. Nämä työt voivat olla vaikeita lastunpoiston, suorien reikien ja työkalun kulumisen vuoksi. Korkeapaineinen jäähdytysneste ja erikoistyökalut auttavat korjaamaan nämä ongelmat. CNC-syvätreiänporakoneet tarjoavat nykyään tarvittavan tarkkuuden ja joustavuuden.
Oikean syvän reiän porakoneen valinta on erittäin tärkeää. Koneen tarkkuus, työkalun tyyppi, jäähdytysnesteen virtaus ja asetukset ovat tärkeitä. Jokaisen toimialan on valittava paras kone ja menetelmä hyvien tulosten saavuttamiseksi.
Syvän reiän poraus antaa paljon hyvää teollisuudelle nykyään. Yritykset käyttävät sitä, kun he tarvitsevat paljon syvempiä kuin leveitä reikiä. Tämä tapa tunnetaan erittäin tarkasta ja vahvasta.
Syvän reiän poraus tekee suoria, syviä reikiä tiukoilla rajoilla. Säännöllinen poraus ei aina voi olla näin tarkkaa pitkien reikien kohdalla.
Nämä koneet toimivat nopeammin syvien, ohuiden reikien tekemiseen. Ne poistavat metallin hyvin ja pitävät lastut poistumassa.
Syvän reiän porauksella voidaan tehdä reikiä paljon syvempiä kuin niiden leveys. Tätä kutsutaan korkeaksi syvyys-halkaisijasuhteeksi.
Reiän sisäpuoli on tasaisempi kuin tavallisella porauksella. Tämä on tärkeää hydrauliikan ja lentokoneen osille.
Prosessi pitää materiaalin vahvana. Se aiheuttaa vähemmän rasitusta osalle, mikä auttaa kovia metalleja, kuten titaania.
Koneet voivat tehdä erikoismuotoja ja hankalia reikiä yhdellä kertaa. Tämä säästää aikaa ja askeleita.
Syvien reikien porausta käytetään monilla aloilla, kuten aseenpiippujen, muottien ja lentokoneiden akselien valmistuksessa.
| Hyötykategorian | kuvaus |
|---|---|
| Tarkkuus ja tarkkuus | Syvän reiän poraus tekee syviä, suoria reikiä tiukoilla rajoilla. Tätä tarvitaan lentokoneen ja koneen osille. |
| Parannettu pinnan viimeistely | Se antaa tasaisemmat sisäpinnat kuin tavallinen poraus. Tällä on merkitystä hydrauliikan ja lentokoneen osille. |
| Parannettu materiaalin eheys | Se vähentää osan jännitystä, joten materiaali pysyy vahvana. Tämä on hyvä koville metalleille, kuten titaanille. |
| Tehokas materiaalin poisto | Koneet poistavat lastut ja jäähdyttävät työkalun hyvin. Näin ne voivat porata nopeammin vähemmällä pysähdyksellä. |
| Mahdollisuus syviin reikiin | Ne voivat porata reikiä paljon syvemmälle kuin niiden leveys. Tavallisilla harjoituksilla tämä ei onnistu. |
| Monipuolisuus | Syvän reiän porausta käytetään monissa töissä, kuten aseenpiipuissa, muoteissa ja lentokoneiden akselissa. |
| Monimutkaiset geometriat | Uusilla tavoilla koneilla voidaan tehdä hankalia reikiä yhdellä kertaa. Tämä tarkoittaa, että tarvitaan vähemmän vaiheita. |
Nykyaikaiset syväreiän porakoneet käyttävät älykkäitä ohjaimia. Nämä säätimet auttavat pitämään porauksen vakaana ja tekevät työstä nopeampaa ja tarkempaa. Esimerkiksi lasertyökalut ja anturit auttavat ohjaamaan poraa ja estämään virheet.
Vinkki: Poraamalla ensin pieni keskireikä ja käyttämällä kalvinta sen jälkeen voit tehdä reiästä tarkemman ja tasaisemman.
Syvän reiän porauksessa on joitakin ongelmia tehtaissa. Työntekijöiden on tarkkailtava näitä, jotta koneet toimivat hyvin.
Koneet voivat rikkoutua, kuten vääntyä, rikkoa putkia tai rikkoutua. Putket voivat myös väsyä ja romahtaa.
Käytöstä aiheutuva stressi, kuten toistuva voima, voi heikentää osia ajan myötä.
Kemialliset ongelmat, kuten ruoste, voivat vahingoittaa laitteita.
Putket voivat juuttua tai niissä voi olla katkenneita kierteitä. Nämä ovat yleisiä koneongelmia.
Liian suuren voiman käyttäminen vahingossa voi rikkoa asioita.
Kova maaperä voi tehdä reiän epävakaan ja lopettaa poraamisen.
Nesteisiin liittyvät ongelmat, kuten porausmutan menetys, voivat aiheuttaa ongelmia.
Näiden ongelmien estämiseksi yritykset käyttävät älykkäitä ohjausjärjestelmiä. Nämä järjestelmät tarkkailevat prosessia ja antavat hälytyksiä välittömästi. He varoittavat työntekijöitä likaisista suodattimista tai lastutukoksia. Koneiden puhdistaminen, tarkistaminen ja korjaaminen auttaa usein estämään vikoja. Työntekijöiden tulee etsiä kuluneita osia, käyttää oikeaa öljyä ja pitää hyvää kirjaa. Työntekijöiden kouluttaminen koneiden käyttöön ja hoitoon auttaa myös pysäyttämään monet ongelmat.
Huomautus: Voiman, paineen ja nopeuden kaltaisten asioiden katsominen auttaa löytämään ongelmat ajoissa. Tämä pitää syvien reikien porauksen turvallisena ja toimivana.
Syväreiän porakoneet ovat tärkeitä töissä, joissa tarvitaan syviä, tarkkoja reikiä. Työntekijöiden on tiedettävä eri konetyypeistä ja porausvaiheista. Uudet työkalut, kuten lasermittaus ja tarkastukset porauksen aikana, auttavat paljon. Nämä työkalut tekevät reikistä tarkempia ja säästävät aikaa. Yritykset voivat valita tykkiporauksen, BTA:n tai muita tapoja työhönsä.
Asiantuntijat sanovat, että aloita pilottireiällä, käytä oikeaa jäähdytysnestettä ja noudata hyviä lastunpoistovaiheita saadaksesi parhaat tulokset.
A syvän reiän porakone tekee reiät paljon syvempiä kuin ne ovat leveitä. Nämä koneet auttavat tehtaita tekemään suoria ja tarkkoja reikiä metalliosiin. Niitä käytetään moottoreissa, lääketieteellisissä työkaluissa ja lentokoneiden osissa.
Jäähdytysneste pitää poranterän liian kuumana. Se myös siirtää metallilastut pois reiästä. Tämä estää työkalua rikkoutumasta. Jäähdytysneste auttaa konetta tekemään tasaisempia ja tarkempia reikiä.
Syväreiän porakoneilla voidaan porata monenlaisia metalleja. Ne työskentelevät teräksen, alumiinin, titaanin ja erikoisseosten kanssa. Koneen ja työkalun tyyppi riippuu metallin kovasta ja paksusta.
Teollisuus käyttää tykkiporausta pieniin ja tarkkoihin reikiin. He valitsevat BTA-poraus suurempiin ja syvempiin reikiin. Jokaisella tavalla on omat nopeudensa, tarkkuutensa ja lastunpoistovahvuutensa.
Työntekijät tarkistavat jäähdytysnesteen virtauksen ja työkalujen kulumisen usein. He myös tarkkailevat koneen asetuksia havaitakseen ongelmat ajoissa. Anturit ja älykkäät säätimet auttavat löytämään ongelmat nopeasti. Koneen puhdistaminen ja huoltaminen pysäyttää vikoja.








